|

Engine is generally ok but there is a lot of dirt in the intake
runners.
|

|
|

Pretty clean oil in the intake valley. No sign of
water/coolant.
|

The rockers were riding on the outboard edge of the valve tip
which may not be a bad thing. The witness mark is narrow and
that is the goal for rocker geometry. The pushrods were
7.400" and usually I use 7.2000" . This is something to
double check later.
|
|

54cc TFS 21deg. LT1 heads CNC ported by Advanced Induction.
|

Mahle Tech Lab analyzed this material and it is more-or-less
moisture/carbon/corrosion.
|
|

|

|
|

|
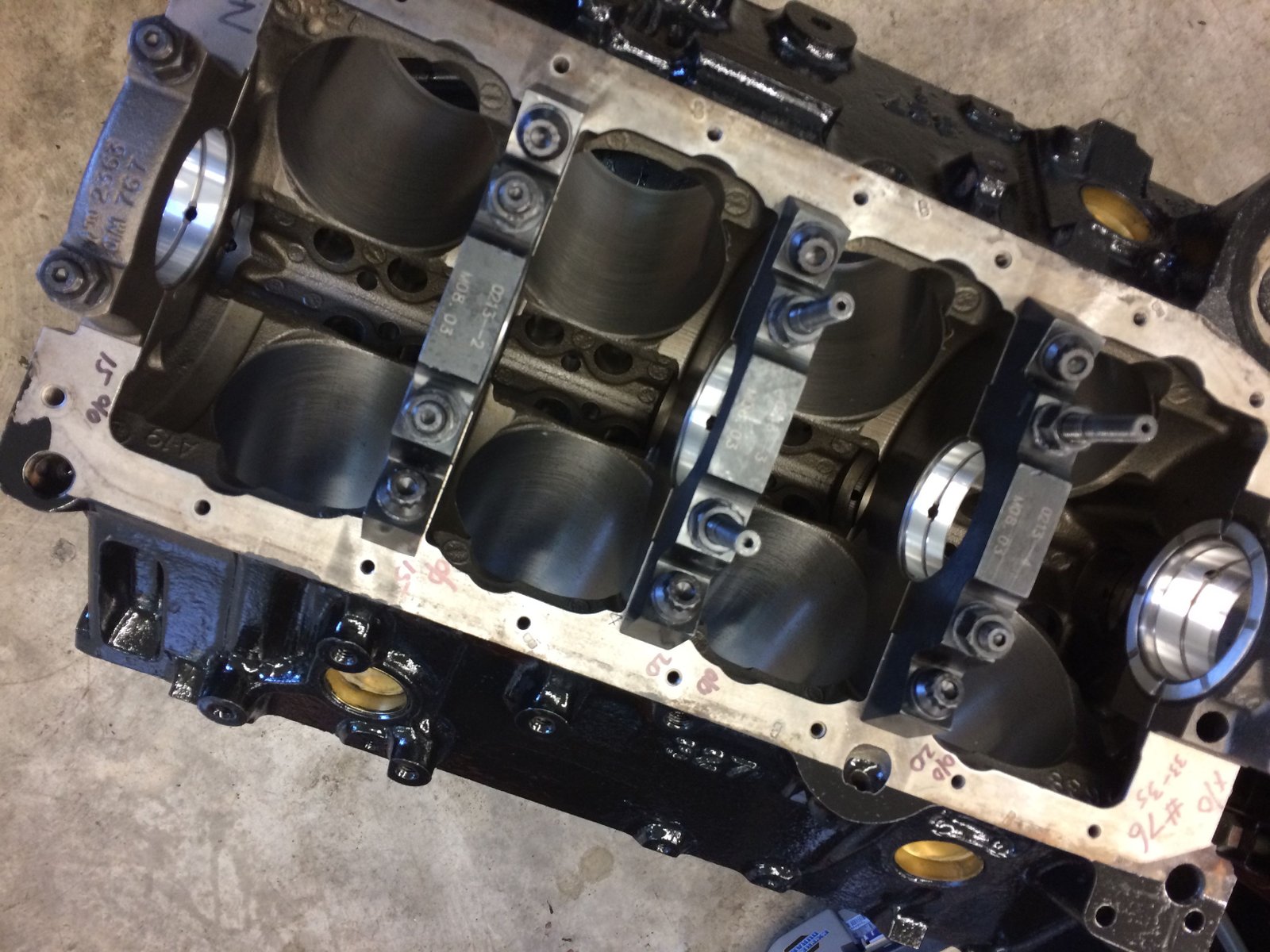
The cylinder bores look
quite nice actually. I see a lot of dirt on the pistons.
Many of the piston rings
were stuck. Mahle Motorsports analysis determined it was
simple rust due to engine storage moisture...(not enough oil film to
prevent condensation).
|
|

|

I wiped out a lot of dirt prior to taking this photo. The
oil looked fine except for a black/brown grime. Like dirty air
getting past the pistons and into the oil. No metal.
|
|

|

The bottom end looks pretty good. Here is the high volume
oil pump that I will replace with a Titan gearotor oil pump. Also note that there is no windage tray. I will
install a stock windage tray.
|
|

The rod bearings look ok except there are dirt scrapes...(not from
metal and not from engine coolant).
|

All of the piston skirts look ok but the piston rings are stuck
and will not move..(the 1st and 2nd rings).
|
|

The main bearings look as if a fine dirt has polished them.
|

|
|

|
The crankshaft is a 4340
forged steel Eagle brand.
Now that the motor is
torn down I will measure the new piston weights and have the
crankshaft balanced and the block cleaned and honed. Stay tuned.
|
|

|

|
|

|
This is the beautiful Wiseco blower piston
for 383 SBC motors with 6" rod. It's a -29cc dish and the
top ring is pretty far down from the heat of combustion at
.300".
NOTE: The old Mahle pistons were sent
to Mahle in Tennessee for analysis and they provided a detailed
report. Turns out the cylinder heads and pistons were simply corroded
via moisture and long term storage.
|
|

Block paint via POR15 Engine black
|

|
|

|

Now measuring crankshaft main bearing clearance.
|
|

|

I'm using King bearings and it looks like I need to get a set of
"X" to give more clearance. This blower motor will
need at least .002" for the mains and preferably
.0025". Turns out I've had X bearings on order now for the
past 2 months and they are out of stock.
|
|

|

Upgrade of the piston wrist pin. This is the Wiseco S718
Tool Steel 0.200" wall thickness.
|
|

|
Oops on Wiseco factory. The area of
the piston under the connecting rod was not machined. Have to
return these and get a new set..
|
|

King X (.001" over) bearings arrived and now I can fine tune
the main bearing clearance.
|

I started with standard & X mix on #1 & #2 main position
and it was still a bit tight. (.0015).
|
|

Then went to X/X on both top and bottom shells of #1 & #2
mains. This brought it out to .0020". I re-checked
#3,4,5 and they were as before.
|

Oil galley plug photo verification prior to final install of rear
main.
|
|

Coated camshaft bearings.
|

|
|

LE blower camshaft.
|

Rear main clearance at .004" with feeler.
|
|

.007" thrust prior to torque of rear main cap.
|

.007" after torque of rear main cap.
|
|

Fitting of Titan gearotor oil pump showed that the rear main stud
nut was touching the oil pump. I changed the nut over to a
5/8" O.D.
|

Now there is just enough clearance for the oil pump.
|
|

The Titan gearotor sportsman oil pump for 8" deep Stef's pan.
|

Re-using existing pan. Double check of oil pump fit.
All good except the rear crank counterweight rubs in the usual spot.
|
|

You might be able to see the witness mark on the pan where the
back corner of the crank counterweight touches. This is an
easy fix by grinding away some of the pan rail.
|

Reusing the GMPP extreme timing set.
|
|

Re-using the hydraulic lifters. They all seem to be in great
shape.
|

showing the thread-in plugs that are factory drilled for oil
weep. These are for big block Chevy. I like these better
than reusing the stock press-in plugs.
|
|

Filed top ring to .020" gap, shown here in this
out-of-focus-photo.
|

|
|

|

2nd ring is filed to .016". This is per Mahle web site
for blown gasoline motor.
|
|

|
To the left is the current method to
refurbish the LT1 oil pump drive gear. The whole assembly is no
longer in production. I buy a new gear and swap it out.
|
|

This is the upgrade piston pin from Wiseco: S718 at 132g.
|

The replacement pistons arrived with the proper machining for the
connecting rod. They were 426 g and now are at 424g. The
crankshaft bobweight is now 1800g, (Piston 424g, pin 132g, clips 4g,
oil rail 9g, rings 50.3g, bearings 38.2g, rod big end 458g, rod small
end 182g, oil 4g).
|
|

Rod bearings are the King HPN and range from .0025 to .0027"
(standard size for both top and bottom)
|

The EFI Connection cam shaft reluctor with their supplied cam
bolts. I still need to grind down on the cam-pin which will
interfere with the EFI connection cam sensor housing.
|
|

The Wiseco pistons are left and right. Don't put them on the
connecting rods wrong because the spiro lox are a bear. And while I'm
thinking of it the piston to cylinder wall clearance is .005"
with the minimum recommended .004". The block was honed
slightly and is now at 4.0305".
|

|
|

|

This is a nice off-the-shelf blower piston.
|
|

Pistons are .007" in the hole for 1,3,5,7 and .002 to
.005" in the hole for 2,4,6,8.
|

|
|

Rod bolts torqued to 65ft-lb or .0045" stretch and rod side
clearance is .020"
|

Bottom end in and ready for heads.
|
|

|

I test fit (mocked up) the timing cover and cam sensor housing and
the cam pin interfered. Just a little grinding and the pin is
the proper length now for the 24x EFI connection system.
|
|

Now on to the camshaft degree check. 109 to 111, (call it
110 deg intake centerline). That just so happens to be exactly
what the cam spec is. 110 ICL.
|

Now the ATI hub and damper is installed so that I can mark
Top-Dead-Center with a temporary timing pointer. This is in preparation
for the dyno test.
|
|

Cleaning up the head bolt holes with a cleaning tap and brake-clean
and bottle brush. This is best performed with the engine
upside-down to keep the goop out of the motor.
|

The
Titan gearotor oil pump shaft will require adjustment/trimming to fit into
the oil pump drive gear....
|
|

...and shortened a bit.
|

Now the heads are on with head
studs.
|
|

|

ARP 12pt
|
|

Rockers checked with
7.250" long pushrods. All good. Out of focus
yes...sorry.
|

These will be replaced with Crower
stainless steel shaft rockers.
|
|

|

|
|

|

Working on the windage tray. The oil pump is so large that
the windage tray needs to be trimmed to fit around it. Here I
have the tray bent up and away from the rods, (up when the engine is
upside-down).
|
|

Then to keep the windage tray stiff I cut and bent the excess over
to fold it onto itself. This may look bad but it keeps the tray
stiff and it braces against the oil pump so that it won't wobble.
|

The tray was buffed and cleaned of any fine metal shavings.
|
|

|

Amsoil 30 weight break-in oil. This oil will be used on the
engine dyno.
|
|

|

Spinning pump with drill gives 62psig.
|
|

Lifters then pass a slight trickle of oil up each pushrod and here
it looks like trans fluid due to the red Amsoil.
|

Decals en masse.
|
|

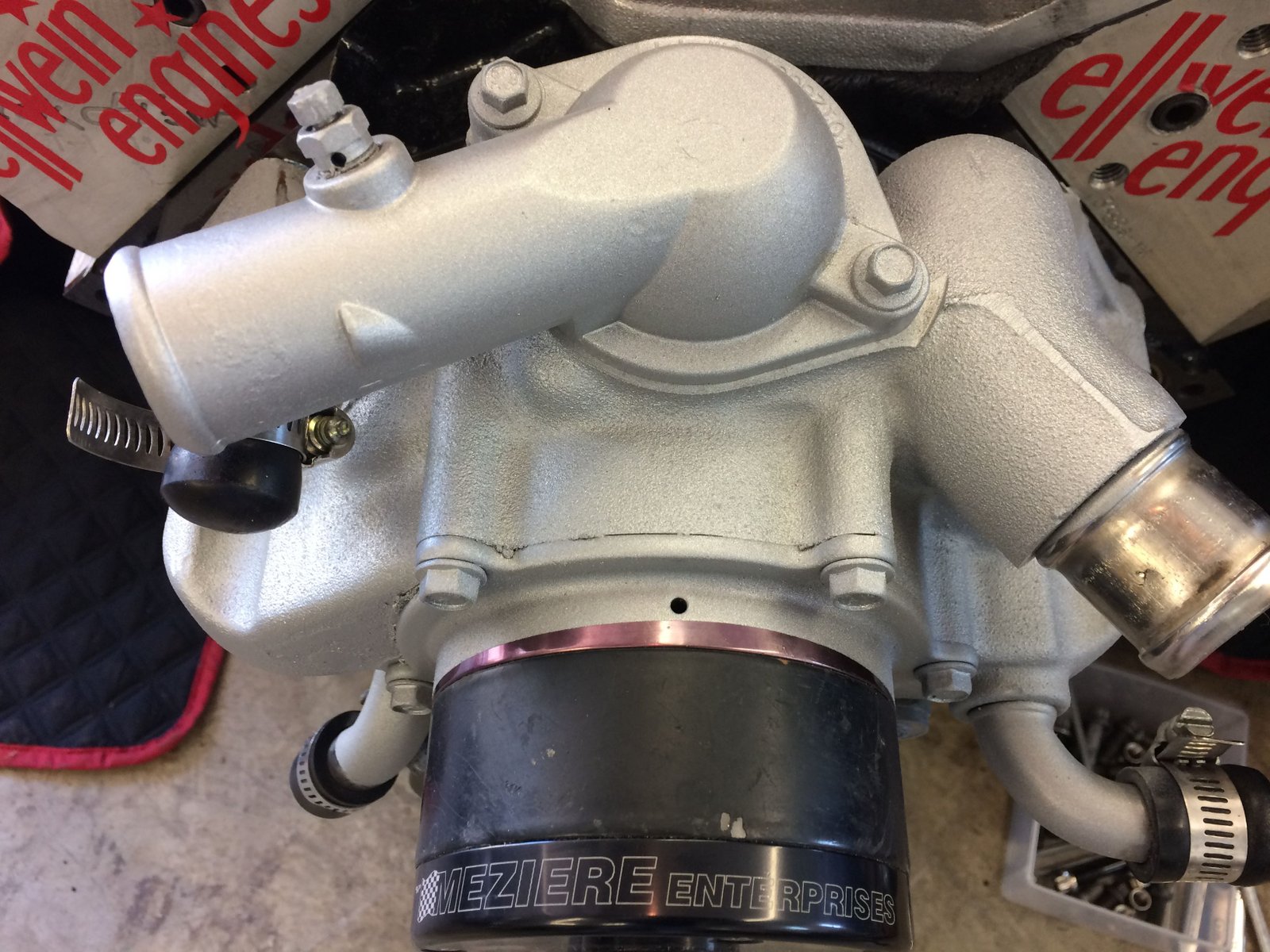
It was brought to my attention that my dyno water pump was a bit
ugly. As an experiment I tried some rattle-can cast aluminum
spray paint.
|

I think I like the result.
|
|

Now here are a few checks during the installation of the Crower
stainless steel shaft rocker system. This is the stand height
gauge. It should lay flat on the valve tip while laying just on
the top of the test shaft. It comes up a bit short...and the
feeler gauge needed to make it flush is .020". That would
be the amount to machine on the head stud boss area. In my
opinion that is an acceptable amount of tolerance and I recommend that
the heads NOT be machined and the shaft rockers run as found.
This should make the rocker tip ride a bit outboard of the valve tip.
|

This is the poor lighting photo of the pushrod clearance.
The intake valve pushrod is the tight side and these are 3/8"
diameter pushrods from TREND. They clear the head quite
well. I made sure to get .150" rocker/pushrod off-set
which is essential if using 3/8" pushrods.
|
|

Here the shaft stand is bolted down and a rocker pair is set in
place to view that the rockers are centered on the valve tips.
Here they pass the test.
|

Interesting. The rocker tip should be more outboard on the
valve tip due to the stand being a bit too tall. The rocker is
closer to center and a tad on the inboard side of the valve tip.
So in this case it is good that the heads were not machined at the
stud boss.
|
|

Drivers side installed and 7.350" long TREND pushrods
installed.
|

Here is a good view of a rocker pair.
|
|

One small thing about shaft rockers. The shaft near the end
of the head will not clear an alternator notched valve cover.
Oops.
|

|
|

Pro-Form valve cover on the
passenger side to fit over the shaft rockers.
|

Here is my new set up for the engine dyno. That new set up
is where I use my own headers (CIA 1-3/4").
|
|

Here is the AMSOIL plug. I'm using the AMSOIL break-in oil
with high zinc.
|

We got the engine running and warmed up and timing set to 38* BTDC
but did not make a pull. The dyno cell fuel system began to
leak, (not shown in photo). Stay tuned for dyno pulls after a
new fuel pump. See above for dyno results.
|
|

Now it's time to remove dyno equipment and install owner's intake
manifold and new valve covers.
|

ProForm Chrome valve covers were needed to clear the Crower shaft
rockers. Notice the blower pulley. I'm going to mock up
the blower.
|
|

|

|
|

|

|
|

|

Looks awesome. This will go into an Impala SS. This
kit comes with an "aftercooler"
|