|

Heads and camshaft have arrived from Advanced Induction Cylinder
Head Development.
|

Ai CNC TFS21 degree with XH432 alloy exhaust valves and Manley
221421-16 springs
|
|

..a mighty lift camshaft for the JeZus motor
|

|
|

|

63cc combustion chamber, 21 deg valve angle.
|
|

JeZus has arrived.
|

|
|

|

Hoisting into the 399 Race Shop.
|
|

Quickly I want to see the condition of the rod bearings. They
are perfect.
|

The crank rod journals are like new.
|
|

This is #1 piston. Pitted just above the top ring.
|

The center 3 billet splayed main caps help to keep the crankshaft
steady. Bolts were used instead of studs which is unusual but
worked well in this case. Stock bolts were used for #1 and #5
|
|

|

|
|

|

#2 piston is the only one with damage.
|
|

|

A photos of the crankshaft serial number.
|
|

|

The camshaft is only slightly worn.
|
|

The main bearings are all good. #1 is the only bearing that
has slight wear and a debris line. I wish the bearings in my
motor would hold up this well.
|

|
|

|

The only funny thing I see is the cavitation at the #5 thrust cap
probably from the cap walking. Maybe a stud would have prevented
this? The bearings look really good so why mess with it.
|
|

I like to take photos of the bottom of the cylinders to see things
that my old naked eye cannot see.
|

A few bores to look at.
|
|

Yea there are some stains but that does not affect the ring seal.
|

This is cylinder #2 with the bad piston.
|
|
Now we clean up the block and buy new
pistons from Diamond.
|

Big Block Chevy nose
|
|

For all to see...this is the Autoshop Racing Engines bob
weight. Unfortunately we will have a heavier piston/pin combination
and so we will be adding mallory metal for the rebalance. A
heavy sturdy blower piston is worth the stress on the crank and rods
up to a point.
|

Crower shaft rockers arrived. Hard to find a better set for
the money. Stainless Steel. Fit well under some, (not
all), valve covers.
|
|

Just a mock up test fit.
|

Looks like the .150" offset will work for the pushrods.
|
|

Nice fit on the valve tip.
|

|
|

|
|
|

Bill Koustenis does the cylinder hone and cleaning.
|

Here we have JeZus home from the hone.
|
|

The block-head deck was shaved a tiny bit to make a good surface
for MLS head gaskets.
|

NEW: We decided to do a 1/2 fill on
the block to minimize bore distortion. The block is now at the
machine shop (again).
|
|

New pistons arrived from Diamond to fit 4.040" bore. Here I
am weighing the old pistons/rings/pin and comparing to the new
piston/rings/pin/etc. This combo weighs a relatively light
weight 615g
|

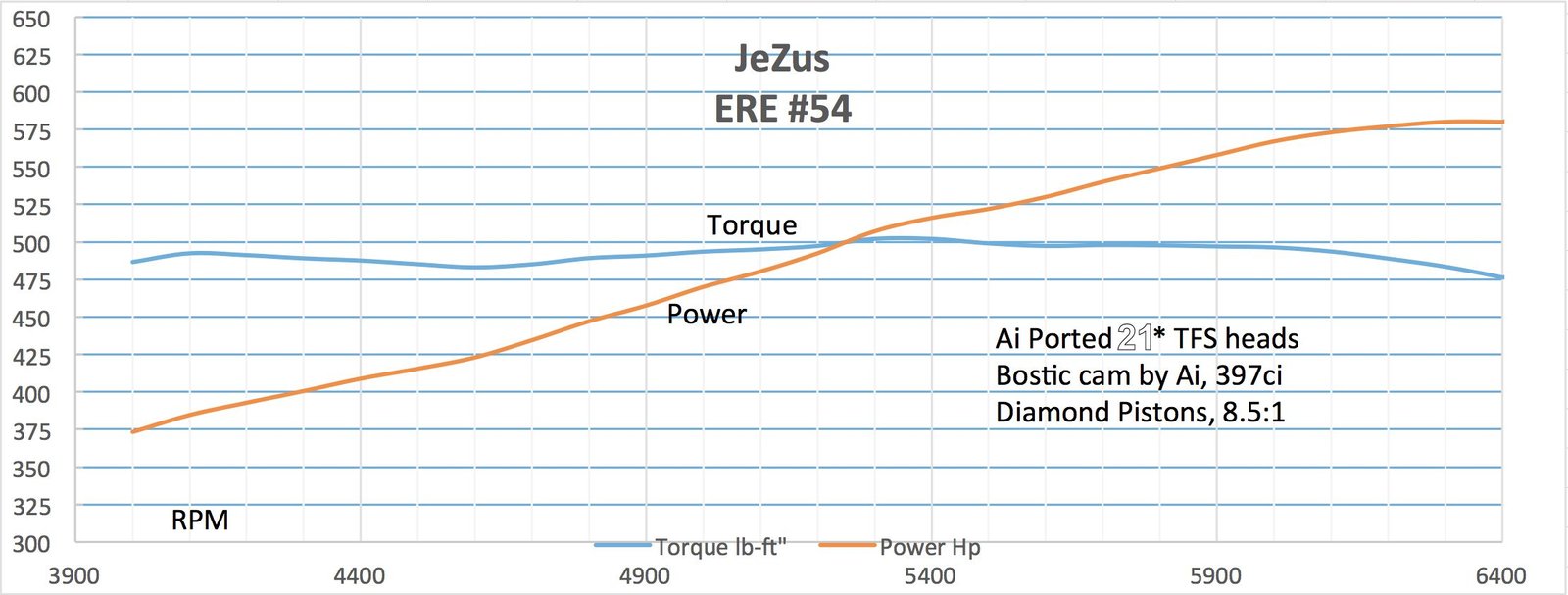
New piston from Diamond. 1.213 compression height, 35.3cc dish for
8.5:1 compression ratio, 500g super heavy duty.
|
|

Old pin on left = 137g. New = 172g
|

New pin locks are 3.0g total. The old spiro-locks are 4.0g
|
|

New weights: Piston 500.0g, pin 172.0g, wire lock, 3.0g, rings 36g,
oil rail support 7g, total 718.0g
|

The new piston with gas porting and hard anodize and pin bore polish.
|
|

35.3 cc dish
|

Time to do a 1/2 fill of Hard Blok. Torque plate installed prior
to measuring bore. Possibly the bores will not distort. If
they do then it will go back to the machine shop for a hone job.
|
|

Now I make sure the block is level.
|

|
|

|

|
|

|

After pouring the 1/2-fill I torqued the cylinder head on and now it
sets for 24 hours. I have a heater to keep it at 70F and an IR
thermometer to verify block temperature.
|
|

20 hours later the concrete is poured
into the other side and cylinder head torqued.
|

|
|

After the 1/2-fill of concrete I checked all the bores for size
distortion and all bores are round and at the same size as prior to
block fill. Now onward to main cap bearing clearance
check. Re-using all of the Clevite H bearings except at #1
|

0.0025"
|
|

#1 bearing was the only that was worn.
|

Clearance from .0021 to .0025"
|
|

Crankshaft installed and spinning freely.
|

|
|

Thrust at .009"
|

Time for a piston and rod mock-up. No reason to believe
things will not fit but the pistons are "custom". I
had to clearance inside the piston under the crown at the pin-boss to
allow the rod to fit. (photo later).
|
|

|

I found out why the rods wont fit. The one on the left is a
typical SBC 0.960" pin-end width. The one on the right is
atypical 1.015"
|
|

Under the pin boss area it is clearanced for the typical
.960" rod and then tapers.
|

Here I clearanced out the taper.
|
|

Decided to go with new connecting rods. Callies Ultra
|

|
|

|

|
|

|

|
|

|

The rod bearing only has my bore gauge marks.
|
|

|

|
|

|

|
|

|

|
|

|

|
|

|

|
|

Piston is .008" in the hole.
|

Old timing set is stretched. It gives 2 deg. retarded.
|
|

New Cloyes hex-adjust set at zero.
|

|
|

|

|
|

|

|
|

|

|
|

Thicker timing set now requires more room.
|

Billet timing cover from TPIS.
|
|

|
Double roller crank sprocket is thicker
than the single roller.
|
|

Cometic MLS head gaskets, (.040")
|

|
|

|

Head studs cleaned and threads coated with RTV to keep water from
seeping.
|
|

|

Head stud nuts torqued to 80ft-lb
|
|

Detail of the Advanced Induction heads. Someone wrote
"ERE" on the exhaust valve.
|

More detail of the Ai
heads.
|
|

|

|
|

|

|
|

|

|
|

Crower shaft rockers, (1.7:1 ratio).
|

Thick and Long Pushrods. (3/8" x 8.000")
|
|

|

|
|

|

8.100" long pushrod is a better fit than the 8.000"
|
|

Now I have the lift side rockers installed and valve lash set to
.015" cold
|

Here is a view of the quick surface rusting of the Crower shaft
stand. The stands come slightly rusted out-of-the-box but I
think it rusted more from exposure to the air. (time for a protective
film of oil)
|
|

|

|
|

Here is a good look at the 3/8" diameter pushrods and the
Crower stainless steel shaft rockers.
|

Hub is pressed on.
|
|

...A nice close up of the sturdy seal in the new timing cover.
|

|
|

Oil pump spun by my battery powered drill.
|

Intake manifold on loosely as a dust
cover.
|
|

|

|
|

|

Now I'm ready to RTV the carb mainifold. These are slightly used
intake manifold gaskets. I use them for dyno sessions.
|
|

|

Intake bolts torqued to 30ft-lb...slightly lower value than
stock. Borrowed ProForm valve covers. These fit nicely
over the shaft rockers.
|
|

|

|
|

|

|
|

|

|
|

Transporting to the Dynamometer.
|

|
|

|

Next in line behind this 632 BBC by Terry Samakow Racing Engines.
|
|

Eye candy....
|

...and more eye candy.
|
|

|

|
|

|

|
|

|

|



























































































































































{kind=link}