|

The current short block. Bearings look great. This
piston is slightly damaged. ;)
|

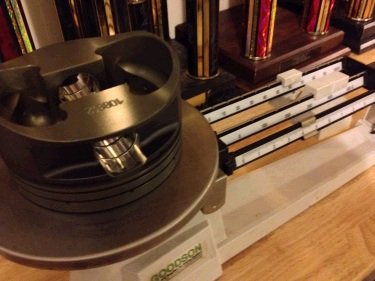
Here is the piston for the new short block. Diamond Piston
with hard anodized coating, skirt slip coating. This is for a
5.850" rod at 1.218" compression height, -23.8cc dish for
9.5:1 compression ratio. Polished pin boss,
|
|

|

|
|

Either the Stef's on the left or the Billet Fabrication on the
right?
|

I have to decide which will work and fit the chassis best.
|
|

|

This is the block. It has ProGram main caps in all positions.
|
|

Callies Ultra connecting rod. This is made of USA Timken
steel.
|

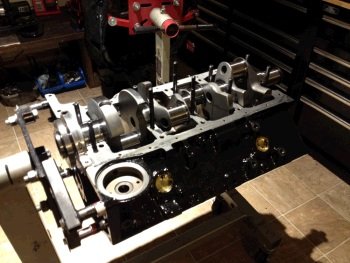
Callies Magnum crankshaft with 2.000" rod journals and big block
Chevy nose.
|
|

|

Balance measurements (to be called in to the balance shop)
|
|

A very sturdy blower piston pin, H-13 alloy at 149 grams
|
Notice the pin boss area is polished.
|
|

|

All together we have 659g
|
|
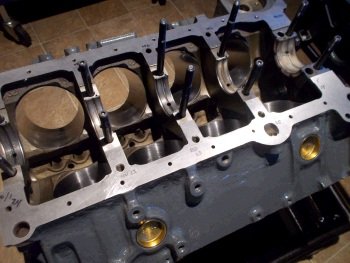
Main bearing clearance has been checked. I used Clevite H
series bearings for the mains and rods.
|

|
|

The main stud bolts are torqued to 80ft-lb and 70ft-lb. Pro
Gram main caps are installed in all 5 positions not just the center
3.
|

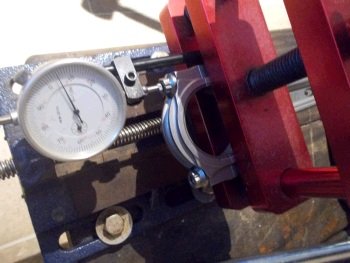
Crank end play, (thrust), is at .006"
|
|
Rod bearing clearance check: Rod bolts torqued to .005"
stretch, (75ft-lb)
|

All rods are at .017" or .018" bearing clearance.
|
|

|

|
|

Installing #1 piston to check clearance.
|

|
|

The piston is at 0.000"
|

|
|

The next step is to clearance the bottom of the block for the rod
bolt to clear.
|

|
|

A few areas of the block need a little more clearance. That
will wait until all the pistons/rods are installed and a better look
can been had as to what and where I should grind.
|

Meanwhile, Svend purchased a set of true carbon fiber valve
covers. This is a test fit.
|
|

They are on a motor that has T&D shaft rockers. The fit is
quite nice and there is no rocker interference.
|

|
|

|

Now onward to mock fitting of the Titan gerotor oil pump. See
that the block is painted with POR dark gray. This will change
to POR15 engine black soon. I'm updating this web page now as
the black paint drys.
|
|

The light makes the block look light gray but it is dark gray.
|

This pump is for a 7.5" deep pan.
|
|

Hard to see in this photo but one of the rear main cap 6 point stud
bolts needed to be exchanged for a 12 point in order to clear the
bottom of the oil pump.
|

File fitting of rings.
|
|

This ring filer is of such good quality I don't know how I would
build an engine without it.
|

I went for .028" top ring and .022" second ring.
|
|

This is a very sturdy blower piston. The "full"
skirt makes it more sturdy. The top ring is down further that
an all natural piston. The connecting rod pin is heavy
duty. It is also gas ported and hard anodized.
|

-23.6cc dish.
Measured .0065" piston to cylinder wall clearance. Spec is
.0060" minimum if hard anodized.
|
|

Piston/Rod combo. The Callies ULTRA rod is 100% USA Timken
steel.
|

Back to the rod bolt clearance. I marked 5 spots that needed a
bit more work.
|
|

The block was clearanced and washed and now it's being painted POR15
black.
|

Comparison photos between Ellwein/Stef's and Billet Fabrication.
|
|

The Stef's is a standard 8" deep built specifically for Ellwein
Engines.
|

The BF pan is for a Corvette chassis. The sump is bigger.
The BF pan is also 7.5" deep.
|
|

The Billet Fabrication pan has a windage "power" kickout
on the passenger side.
|

Advanced Induction Cylinder heads arrived. Now for a quick mock
up to measure for pushrod length.
|
|

Crower Stainless Steel Shaft Rocker Stand.
|

The rocker tip is centered nicely over the valve tip.
|
|

Pushrod length checks to be 7.000 or 7.050" (I ordered both
lengths in 3/8" diameter Manley pushrods)
|

This is a 5/16" length-checker pushrod.
|
|

The shaft rockers are 1.6:1 ratio and .150" offset.
|

Just prior to the final "final" cleaning of the block I
chased all the head bolt threads.
|
|

|

Photo to verify that I installed the oil galley plug under the rear
main cap.
|
|

A photo to show the widened oil galley hole for the rear main
bearing.
|

Coated cam bearings.
|
|

Ready for final assembly.
|
The brass freeze plugs will get buffed clean after the motor is fully
assembled.
|
|

Crankshaft thrust is .007"
|

Ai camshaft arrived yesterday.
|
|

|

Photo to verify front oil galley plugs installed.
|
|

Roll-Master billet timing set with big block Chevy crank sprocket
installed at "0"
|

Camshaft degree check shows camshaft at 107.5 deg. intake
centerline. Exactly as the cam card specified.
|
|

Various sizes of Manley 3/8" outside diameter pushrods.
|

I picked 7.100"
|
|

|

|
|

These seem to fit nicely. They are centered in the pushrod
holes too.
|

This is a somewhat aggressive camshaft so I put in a pair of solid
lifters and clayed the piston tops to see if there would be
interference.
|
|

The valve is fully open here.
|

The exhaust does not even touch the clay. The intake compresses
the clay. Lots of room.
|
|

I decided to get another set of rings and gap them tighter.
|

Top ring 0.024"
|
|

2nd ring 0.018"
|

|
|

|

|
|

Rod side clearance is 0.020"
|

Rod bolts stretched to 0.005" (70 ft-lb on my wrench)
|
|

You'll have to chop off your dipstick tube like this.
|

|
|

Stock windage tray installed and trimmed to fit around the Titan
gerotor oil pump.
|

Oil pan mocked up.
|
|

|

|
|

|

|
|

Cometic MLS head gasket
|

Copper spray gasket top-inside-bottom.
|
|

|

Last view of the Ai ported TFS heads prior to installation.
|
|

ARP 12 point head studs ready for cleaning.
|

Threads cleaned and loaded with "Right Stuff" RTV sealant.
|
|

|

Head studs torqued to 80 ft-lb
|
|

Crower shaft rocker stand bolts torqued to 65 ft-lb and sealed with
RTV. High pressure grease on pushrod tips and valve tips.
|

|
|

|

|
|

Passenger side head gasket coated with sticky spray.
|

|
|

Head on and torqued to 80ft-lb with ARP lube.
|

I took a photo of the nice quality valve springs.
|
|

A photo of the extra thick and stiff Manley pushrods.
|

|
|

This photo is for future reference. This is the part number if
ordering the Crower shaft rockers with .150" offset and needle
pin tip bearings.
|

The Titan gerotor oil pump comes with a tool steel shaft which needs
to be trimmed to fit.
|
|

A reference photo to show the allen, (hex) head bolt that is used
for the oil pan. 3/16" hex.
|

The drive shaft and drive gear has to be a bit shorter than needed in
order to compensate for flex and heat expansion. This photo shows how
much shorter.
|
|

This is the part number for the custom timing cover crank seal, (BBC
crank snout). National seal #712250
|

Big block Chevy hub installation tool.
|
|

A photo of the inside of the hub and looking at the crankshaft
nose. The 2 key-ways are shown.
|

Oil system testing is next, (and last). I will not use the
customer's oil pan here because he will be welding on the pan to make
clearance for his alternator. I swapped to a spare Titan oil
pump (7") and installed a spare oil pan.
|
|

|

Here is a view of the Moroso billet rear main adapter.
|
|

Another view of the rear main.
|

Oil pressure/oil system check.
|
|

I used fresh Mobil 1 (0W-40) for the test. The lifters all
passed oil up into the pushrods.
|

ATI flexplate
|
|

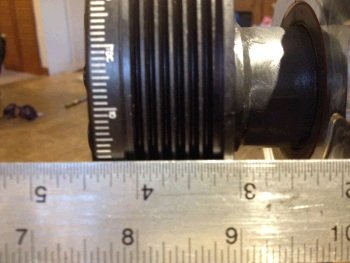
Custom ATI damper hub and serpentine damper installed.
|

A measurement for reference. From the front of the block
|
|
|

The Billet Fabrication oil pan is not perfect. The hole for the
oil dip stick tube needs to be widened. I had to make sure to
wash the pan thoroughly after grinding.
|
|

Make sure to trim your oil dip stick tube short like shown in the
photo.
|

The motor is complete. The carbon fiber valve covers fit
perfectly over the Crower Shaft rockers.
|
|

|

Now the engine goes on the export shipping crate from U-Line. I
add a reinforcement plate of wood.
|
|

Then bolt the engine frame down.
|

|
|

|

|
|

|

|
|

Ready for pickup.
|

|














































































































































