|

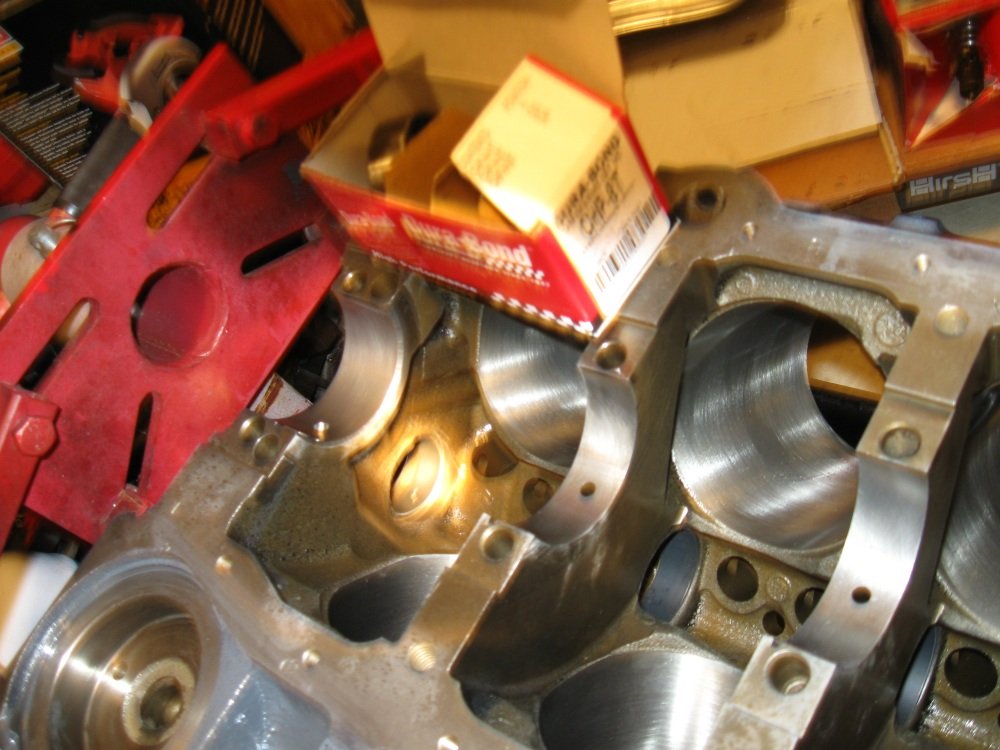
Motor project is moving forward. This is the core block.
It came from a B-body LT1 and has the desired 2-bolt mains. I
ground off all external casing flash for a smooth appearance.
No stroker clearancing is required, (I think).
|

Here are the Pro-Gram Engineering billet splayed main caps and #1
and #5. The caps and ARP studs and the block are headed off to
my favorite local machine shop.
|
|

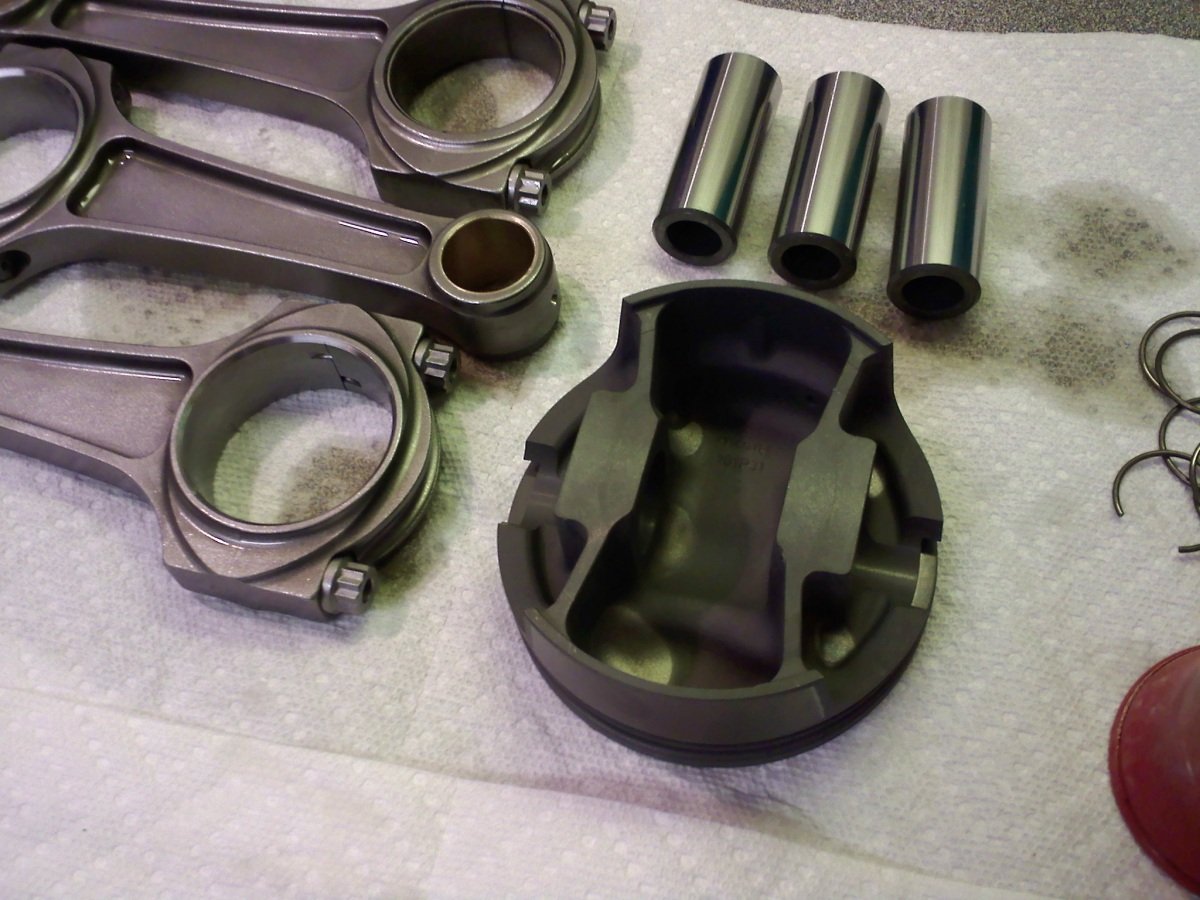
I wanted to show a tiny detail (that adds up). Mahle pistons
are very weight conscious. The wire locks are 2.2 grams
(instead of the 4 grams if using 4 spiro-lox).
|

The Mahle piston wrist-pin (for natural and mild nitrous
applications) is short and light. (117g).
|
|

The piston = 385.5g, the rings with support rail = 41g, the wire
locks = 2g, the pin = 117g and all total (shown here) = 545.5g
|
With the Crower rod weighing 171g at the
small end and 415g at the big end, and adding 2g for oil, the target
bob-weight will be 1627g. That's about 100g lighter than
my 6.0" rod Mahle flat-top 355LT1.
|
|

The Crankshaft has arrived. It is from Callies custom
shop. 3.626" stroke with 1.888" rod journals.
|

Notice the material removed from the counterweights. Notice
there are not holes or heavy metal on the counterweights.
Notice the mains are all rifle drilled for lightening. As the
saying goes, "If you want to see the price tag then you cannot
afford it." (kidding).
|
|

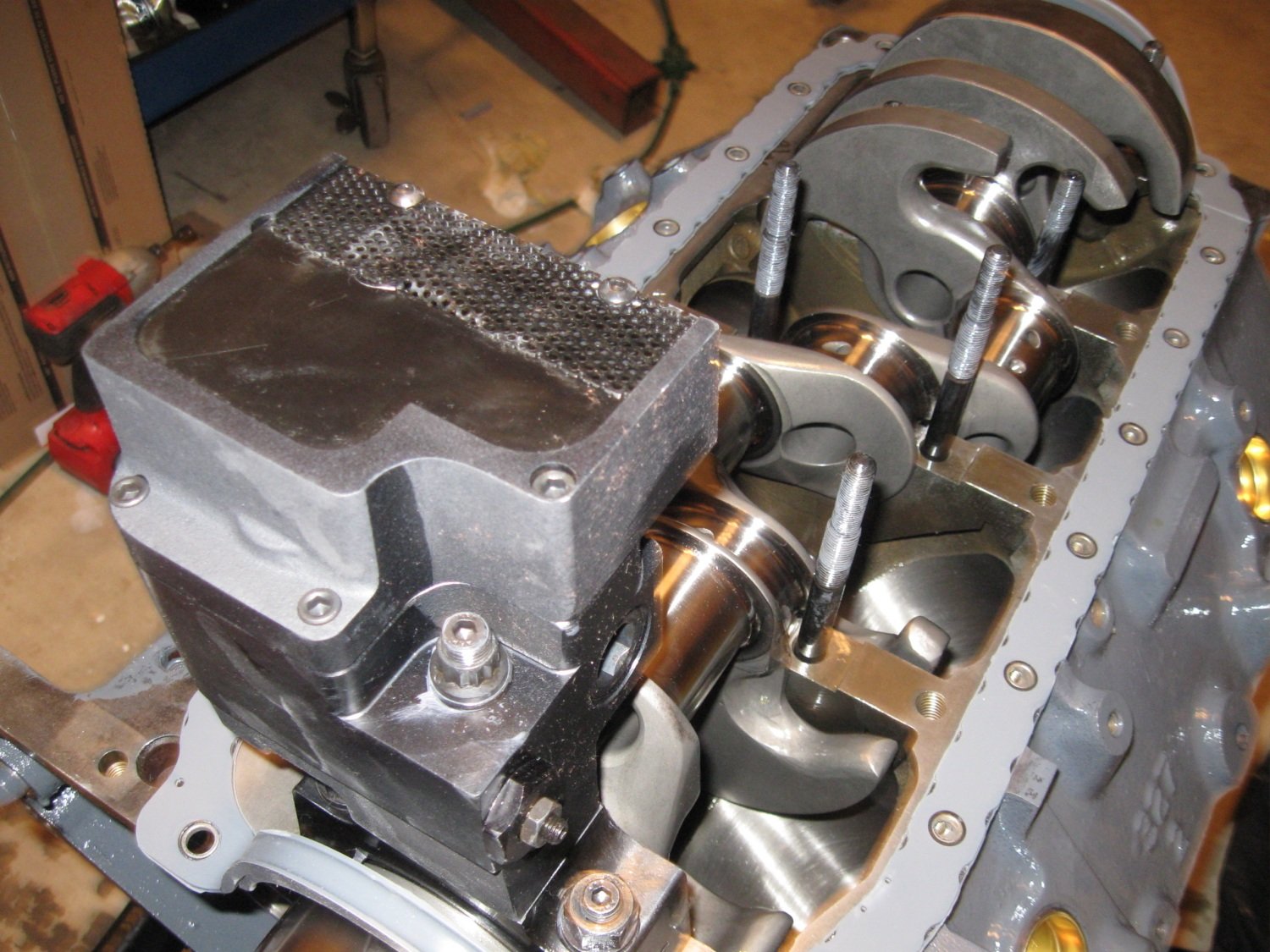
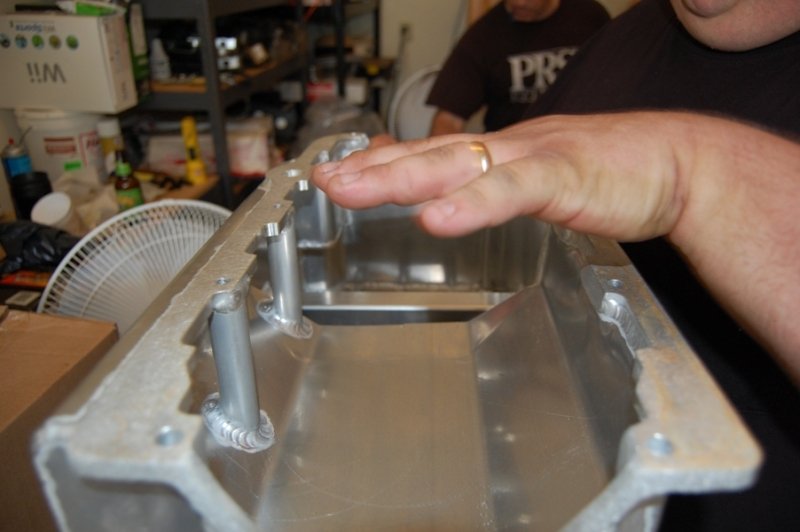
Photos of the Billet Fabrication oil pan for Corvette sitting on
my test block. Notice the power windage kick-out.
|

Another view of the oil pan.
|
|

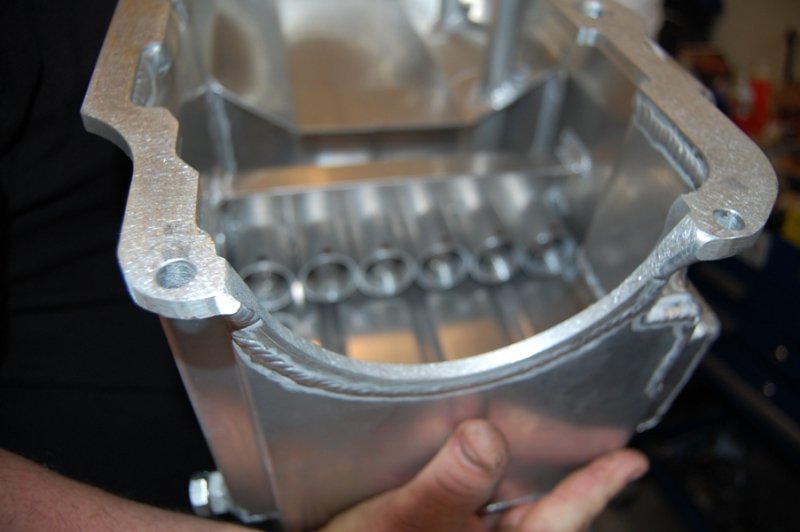
Jeff Johnston at Billet Fabrication installs the oil level sensor
bung which I supply to him.
|

This pan has stainless steel balls in the trap door.
|
|

Another pose.
|

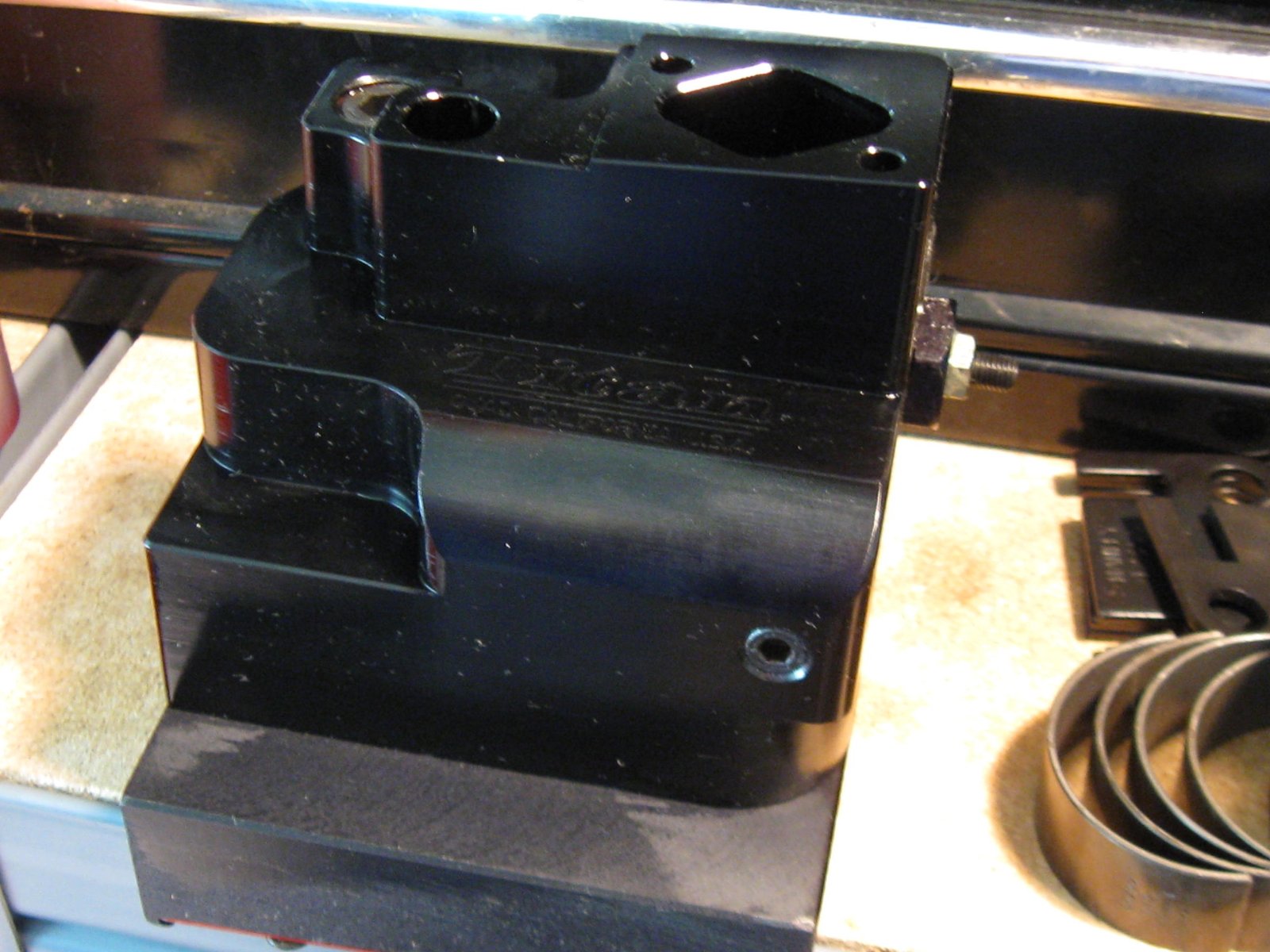
Here is the small area for a starter. The one starter I know
fits is the super small and expensive Tilton XL.
|
|

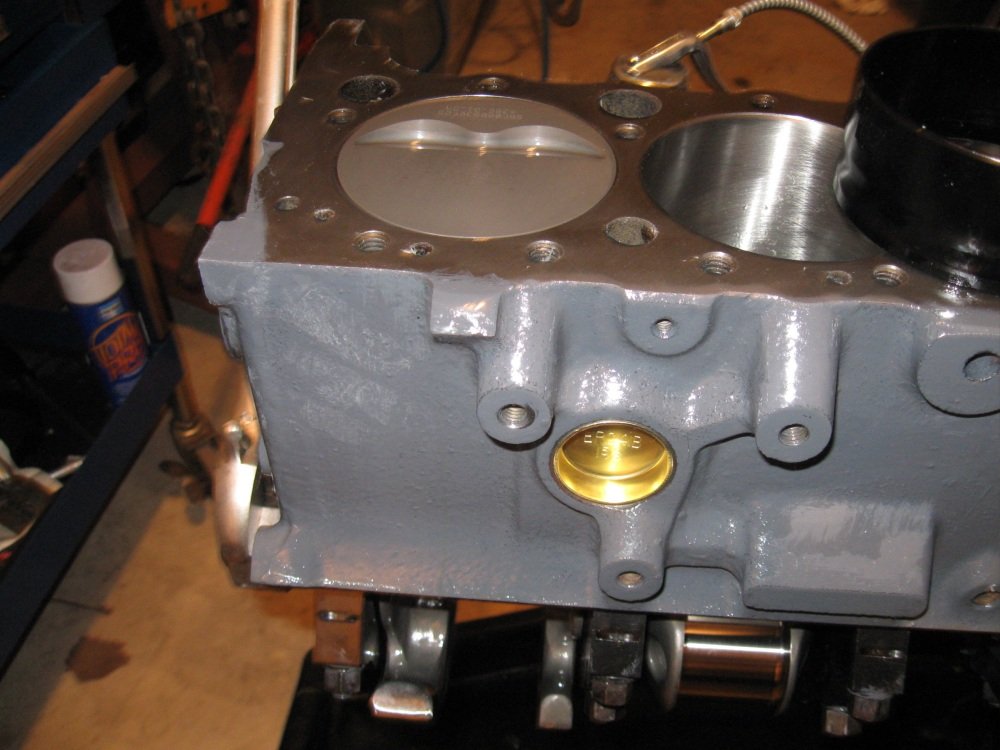
And now I have the fully machined block
back from McKeown Motorsports Engineering. Next on the list is
to give the block a nice cleaning and paint job.
|

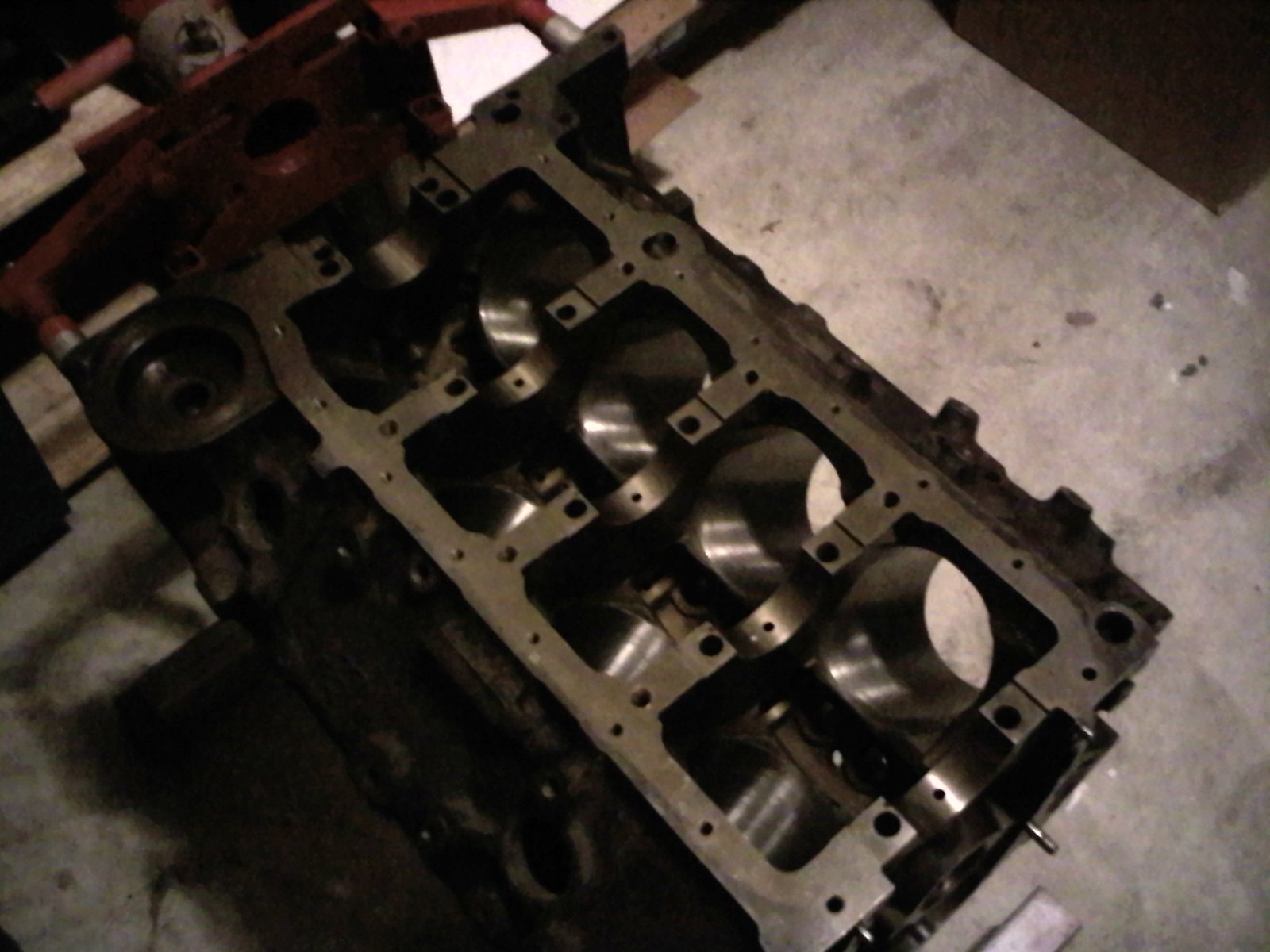
June 2010...assembly work begins. I sent the block to the
machine shop for a double check of the align hone and for a good
cleaning. In the mean-time I'll assemble the
rods-pistons. These photos are via my cell phone.
|
|

Ellwein Engines is now in a nice town home with 1 car garage which
serves as my shop. I plan to use the kitchen only for a few
things like washing rods and pistons. The rest of the work
will be in the shop.
|

Here are some of the Mahle pistons and Crower rods.
|
|

Everything gets washed with soap and water and dried and then oiled.
|

The rods look kind of small don't they. That is because they are
1.888" big-end.
|
|

The Mahle 1.000" compression height piston is only 386 grams
but it is sturdy and stable.
|

The wire lock is tricky to install but this tool makes it a bit
easier. Gerry Charlesworth made this tool for me.
|
|

5 rod-piston combos complete.
|

I cannot do the 1st and 2nd rings but I can install the oil rail and
oil rings.
|
|

This piston takes an oil ring rail due to the pin boss being in the
oil ring area.
|

The 3mm light tension oil rings are delicate and tricky to install.
|
|

Bonus photos: Mike ordered a custom camshaft from Advanced
Induction and it's ground with an LS firing order.
GNARLY! And T&D shaft rockers cannot be topped by anyone.
|

GM LT4 heads that have been CNC machined by Ai. The valves,
springs, retainers are top-of-the-line.
|
|

Nice pile of parts.
|

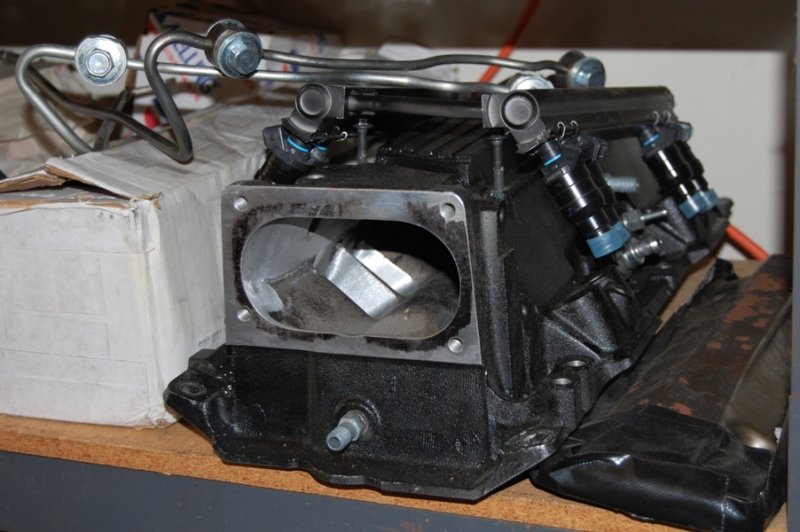
Ai also did the intake manifold porting.
|
|

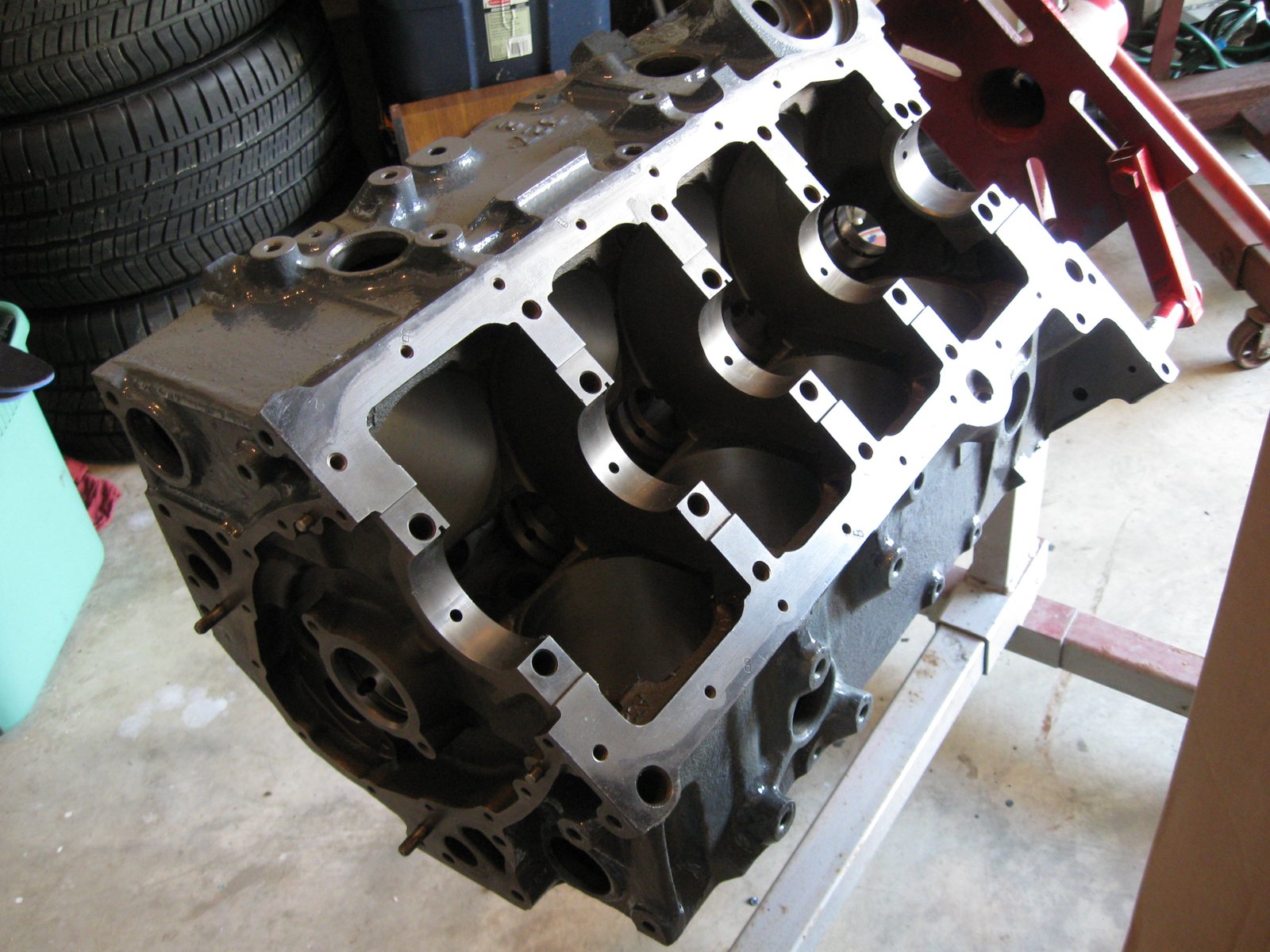
Now a little block detail. I sent the block to Brinkley Auto
Machine for a 2nd opinion and double check on cylinder hone and main
cap align hone. Also for a good hot tank cleaning to get any
and all scale out of the water jackets. The rust is all out
and really there is just the black paint from when McKeown's guy
spray painted it.
|

I took my puppy "Betsy" and she really likes the machine
shop.
|
|

Now back in my new Townhome garage....I need more light in
there. I have one overhead light and it's ok for most things
but I really need to get some more local lighting for engine
building.
|

I wanted to show the smoothing of the rear oil drain back holes.
|
|

Brinkley did this for me. I don't have tooling to fit in that
area.
|

The cylinder hone was good and round.
|
|

The main align bore/hone was spot-on.
|

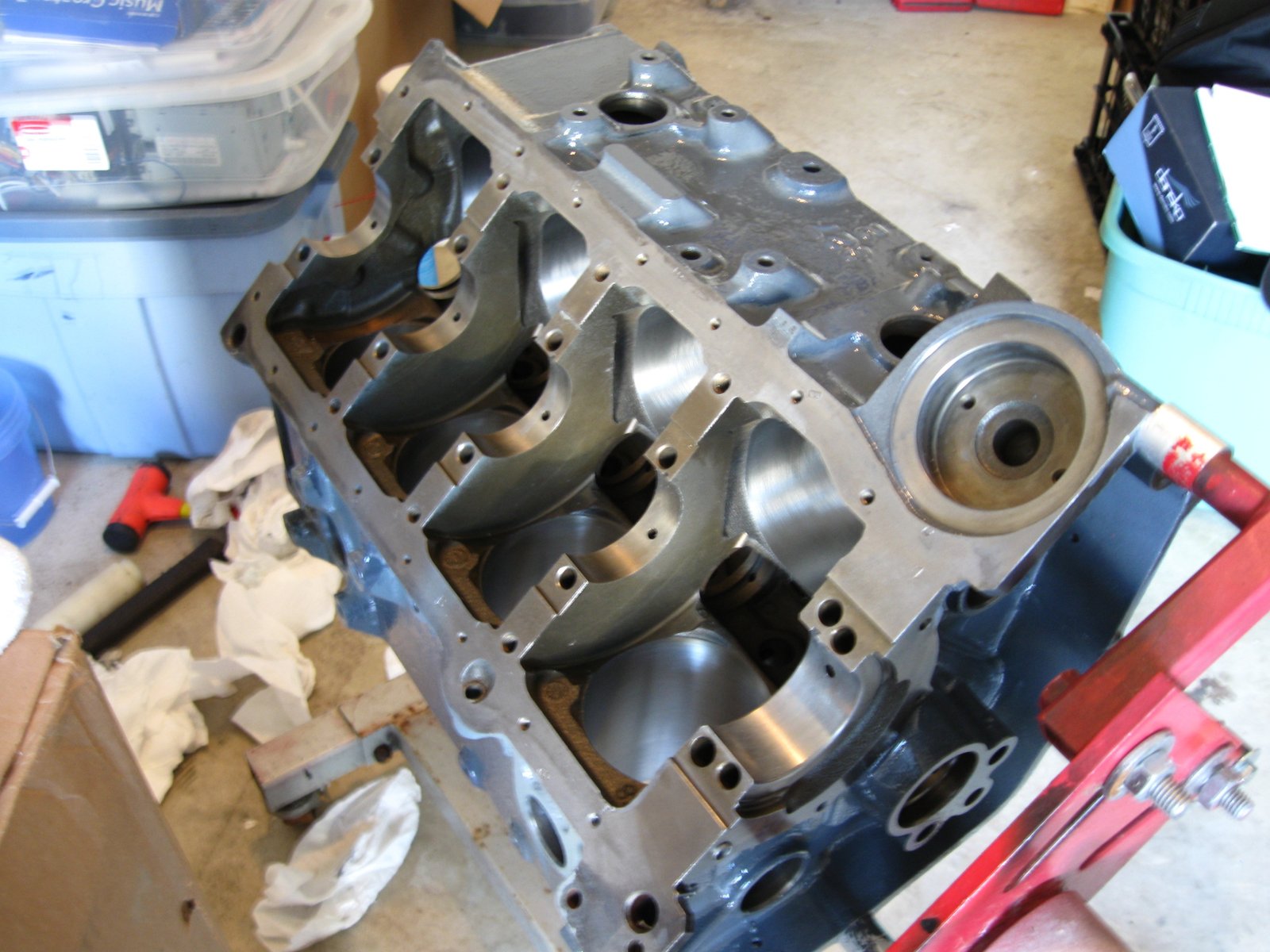
I put the caps in place just for a photo. Next is to do a
final washing and then paint with POR15.
|
|

POR15 (gray)
|

More painting. I added POR15 black to a can of POR15 gray
which made for a darker shade of gray, although in this sunlight
backlight the paint shade looks lighter.
|
|

This is a pretty accurate shot of the shade of gray.
|

Another view but with lots of sunlight.
|
|

I modify this oil hole to fit the bearing.
|

Clevite H bearing oil hole lines up pretty good now.
|
|

Then a good cleaning of the block and installation of coated cam
bearings.
|

Main bearings.
|
|

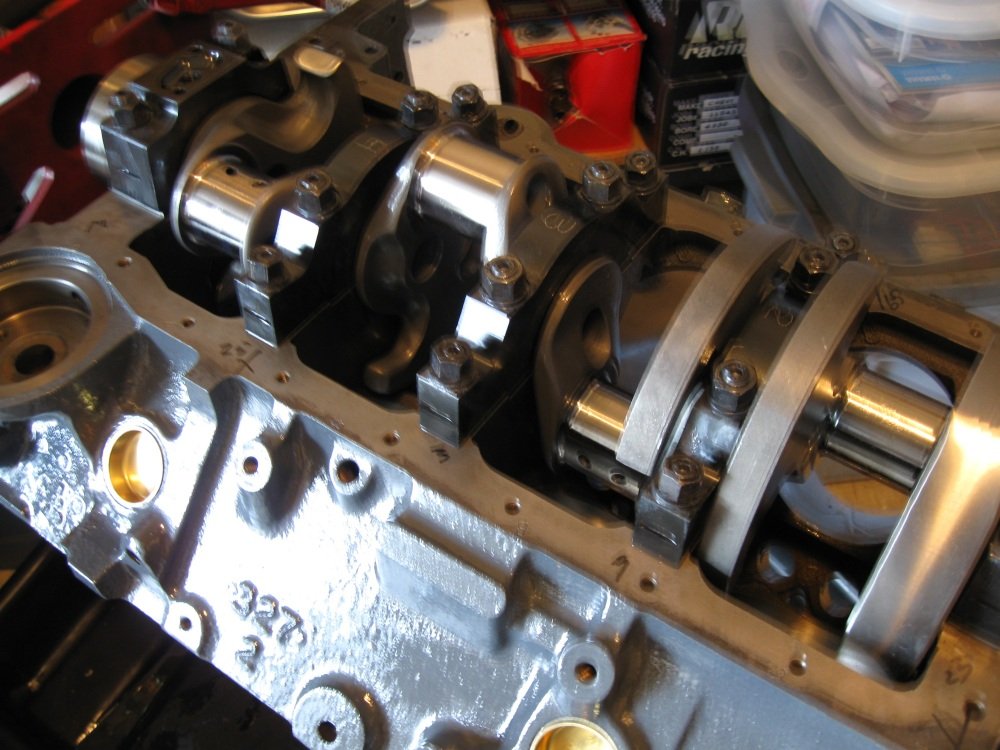
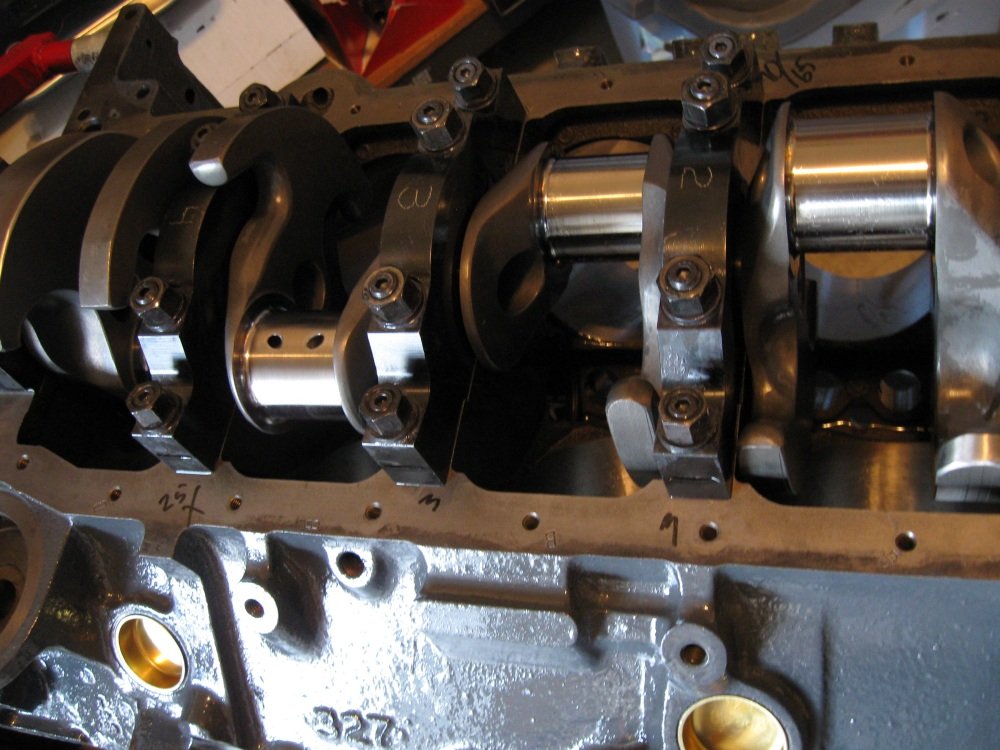
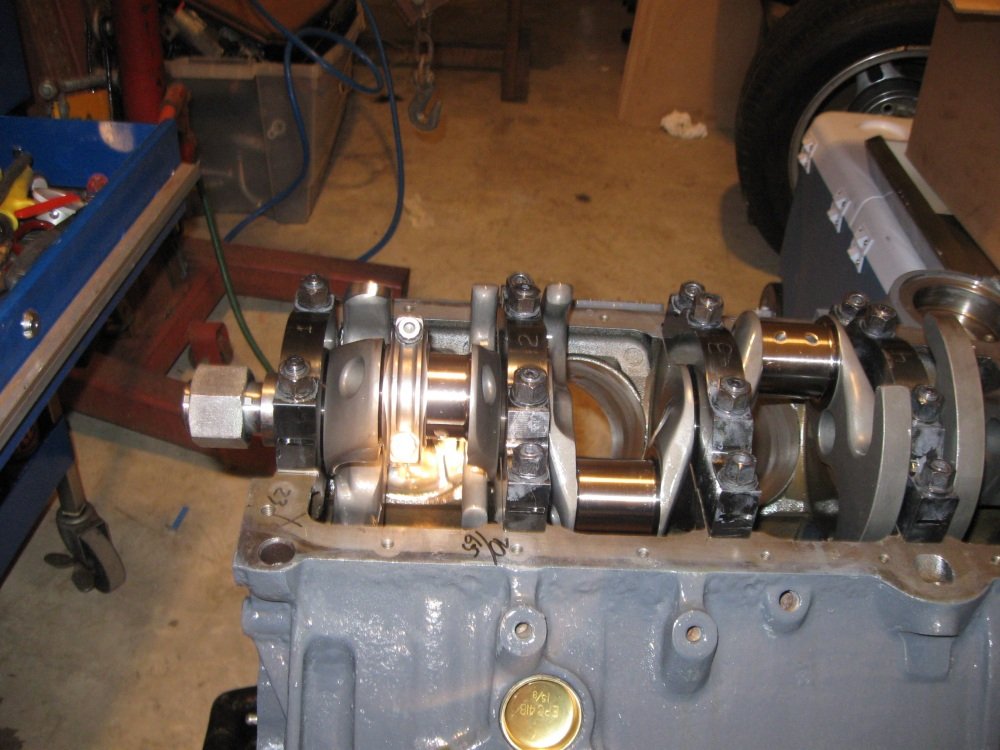
Crank installed.
|

another view.
|
|

Broad view of the shop prior to start of
today's work.
|

I moment of truth is here. Will this custom crank/rod/piston
combo work as designed? Today I'm installing #1 piston/rod to
make sure all clearance is good and for a quick check on
piston-block deck height.
|
|

The cylinder bore needs to be cleaned.
|

It takes numerous wiped downs before it's clean.
|
|

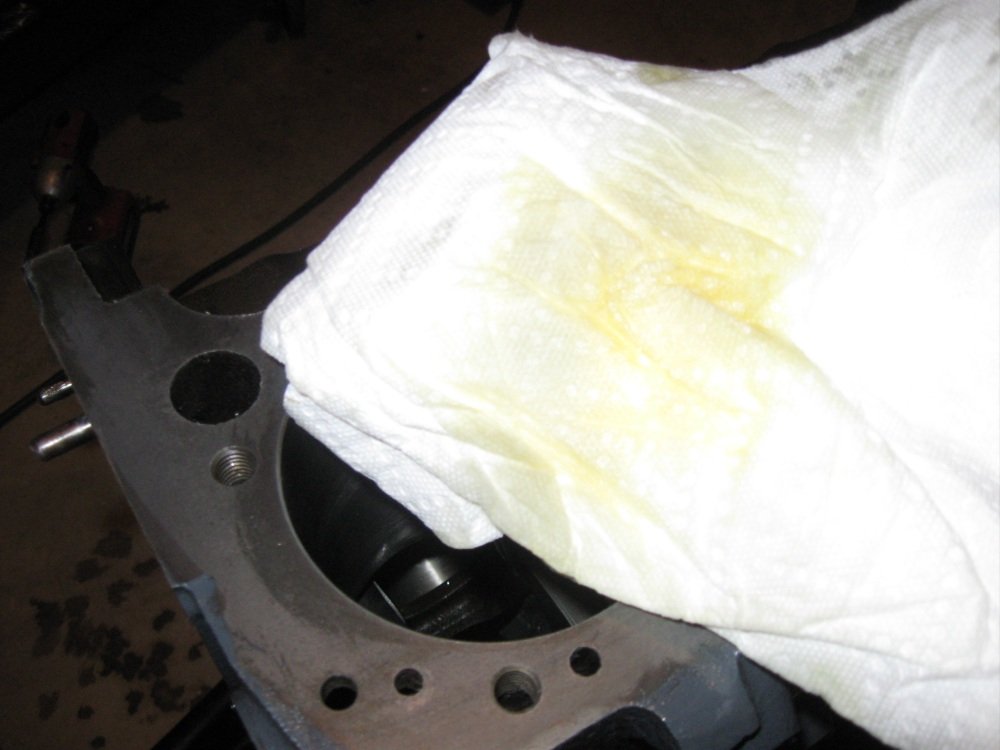
The piston oil rings are super tricky. They easily fall out of
their groove and so I pay particular attention to get a feel and
visual of the rings that they stay in their groove while inserting
the piston into the bore.
|

Inserted without drama....thankfully.
|
|

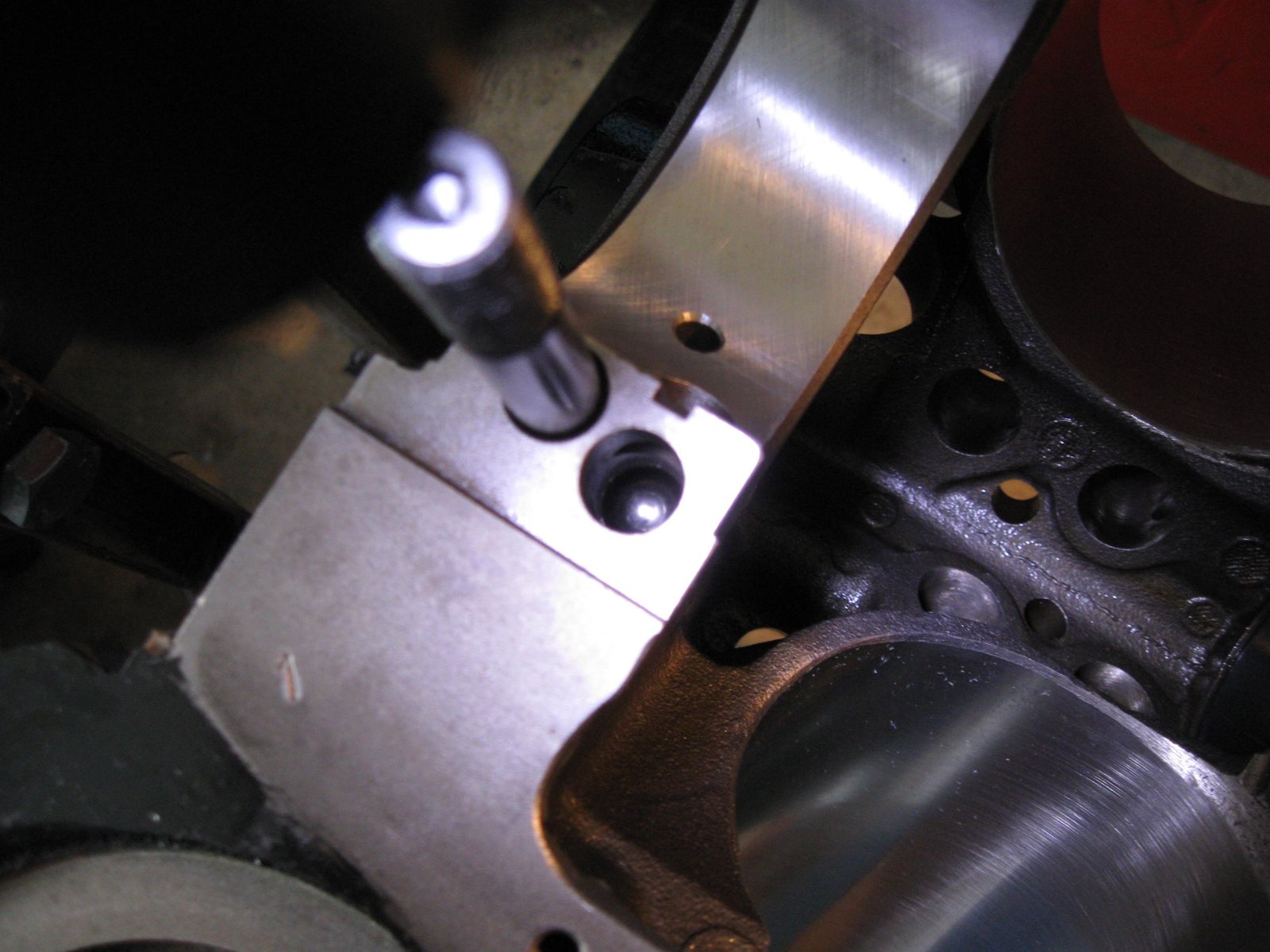
This is a small rod journal, (Quad-4).
|

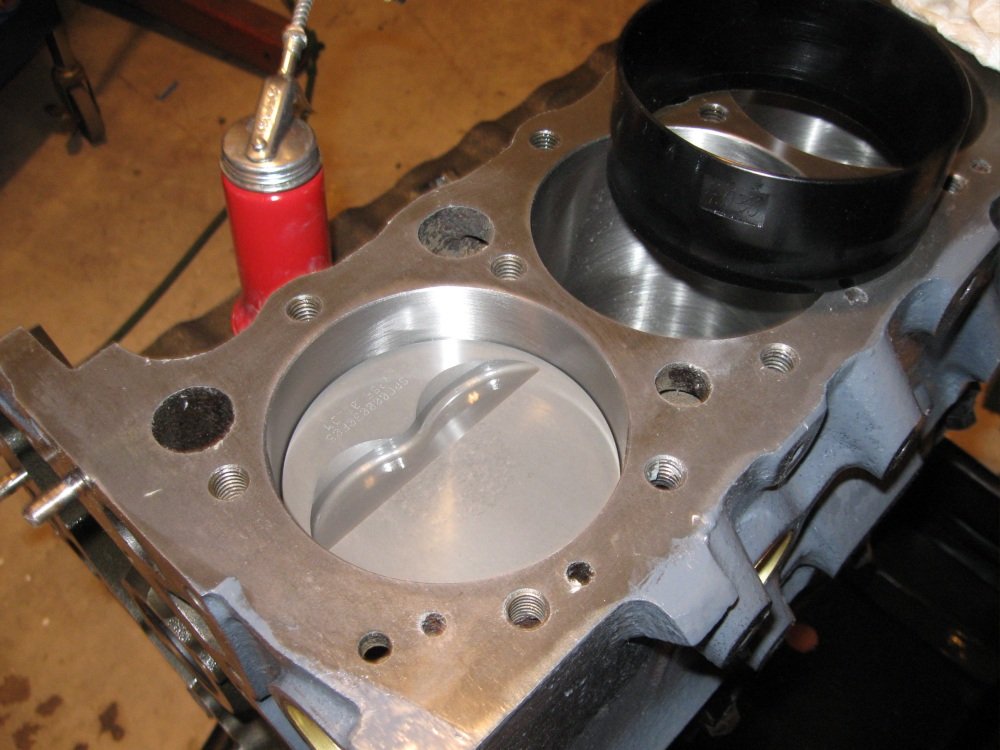
Piston looks to be right at zero deck by eyeball.
|
|

This is a quick check with a flat-edge. Looks to be zero
deck-height.
|

Another view.
|
|

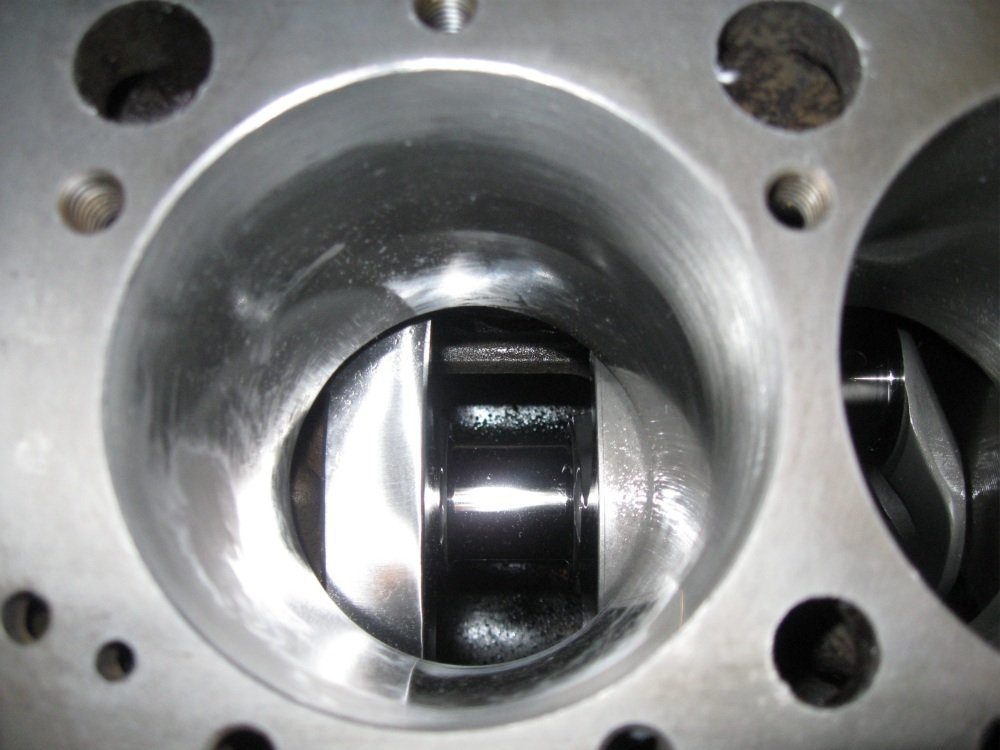
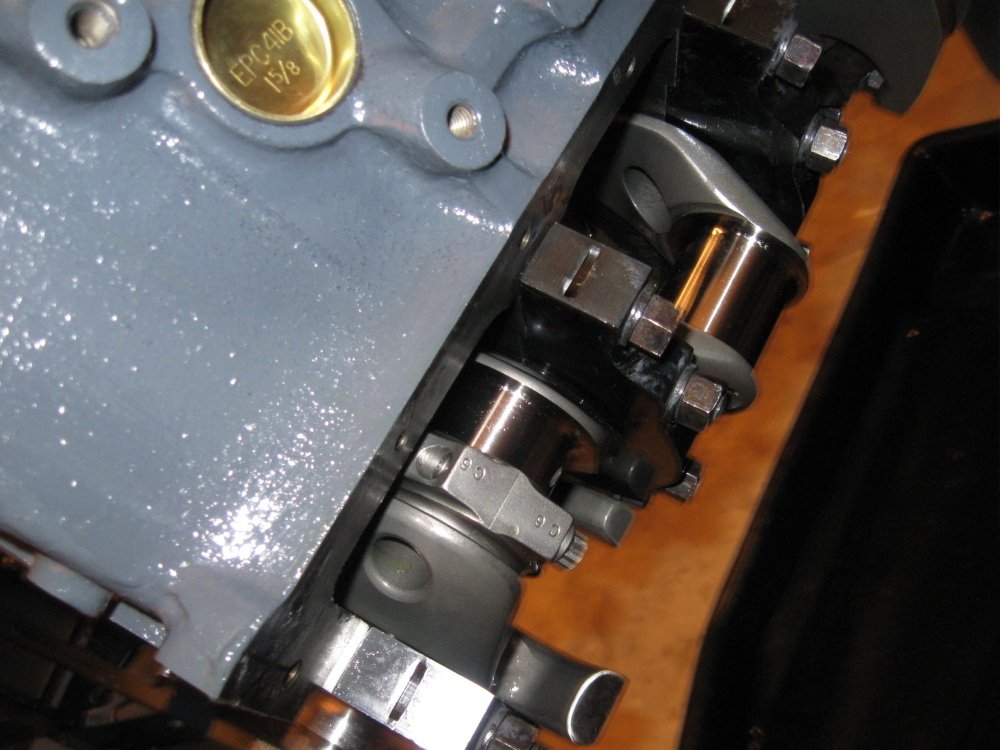
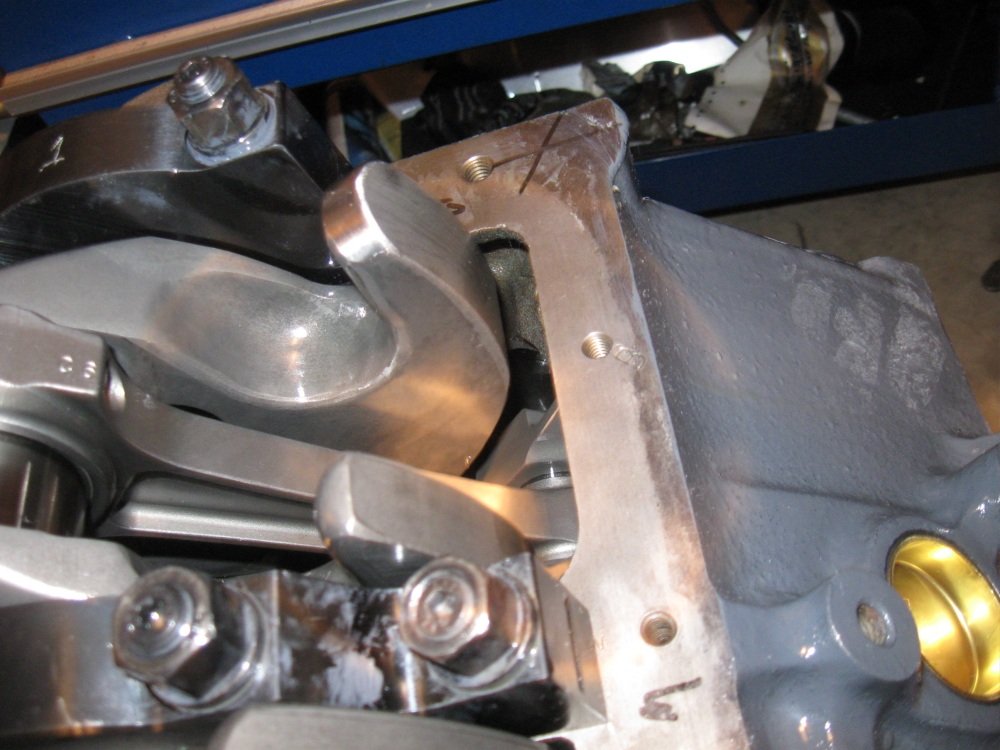
The piston skirt to crank clearance at BDC is excellent. You
could drive a truck thru that space.
|

The small rod journal gives at least .100" clearance for the
rod-bolt to the block. And I did not clearance the block for
rod clearance knowing that we had a small rod journal combo going.
|
|

That's probably all that I'll do today. I need to order the
timing set and some head gaskets and dowel-pins for the rear main
cap. Next to do I think will be to install the camshaft after
I receive the timing set, then check for cam to rod clearance,
(which should be good due to the small rod journal), then the Titan
oil pump and windage tray and figure a way to get a dip stick tube
past the main caps...
|

A few new parts arrived. Cloyes # 9-3157 which is a sturdy
single roller, Milodon long main studs #81150 and a set of FelPro
1074 head gaskets.
|
|

Here is a photo of the nice coated cam bearing just prior to
inserting the custom Ai billet core camshaft
|

This cam has an LSx firing order.
|
|

Another view.
|

Now I have to adjust #1 and #4 main bearings to get them to
.003" clearance, (they were at .025 and .023"). The
others are standard and .001" mix and #1 and #4 need to be
standard/standard.
|
|

That camshaft is wild.
|

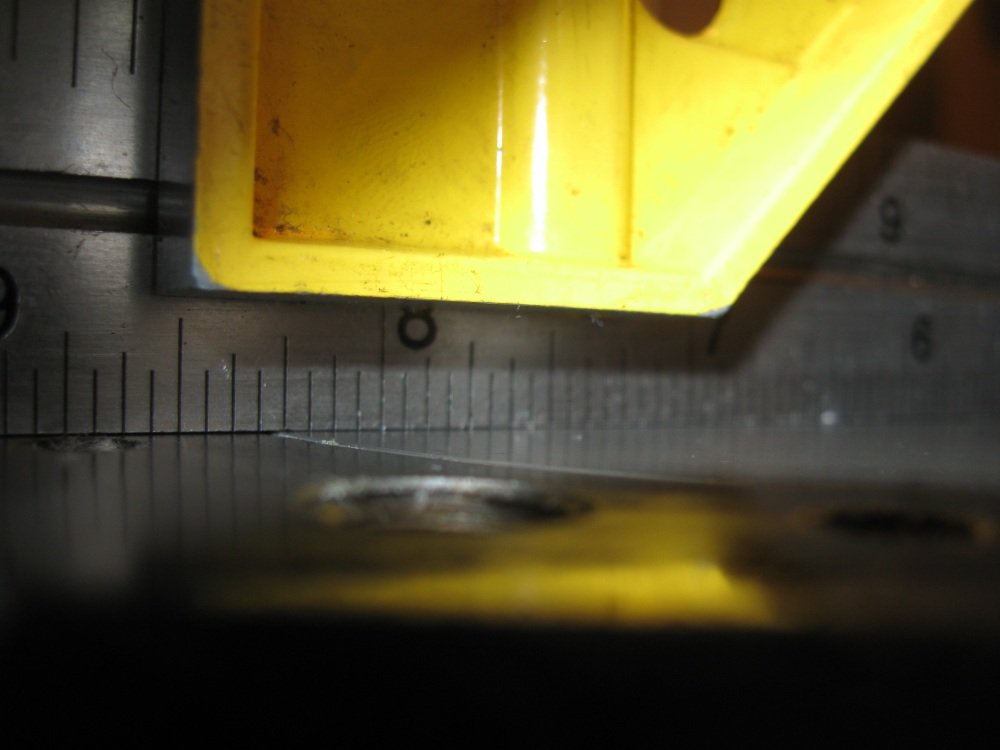
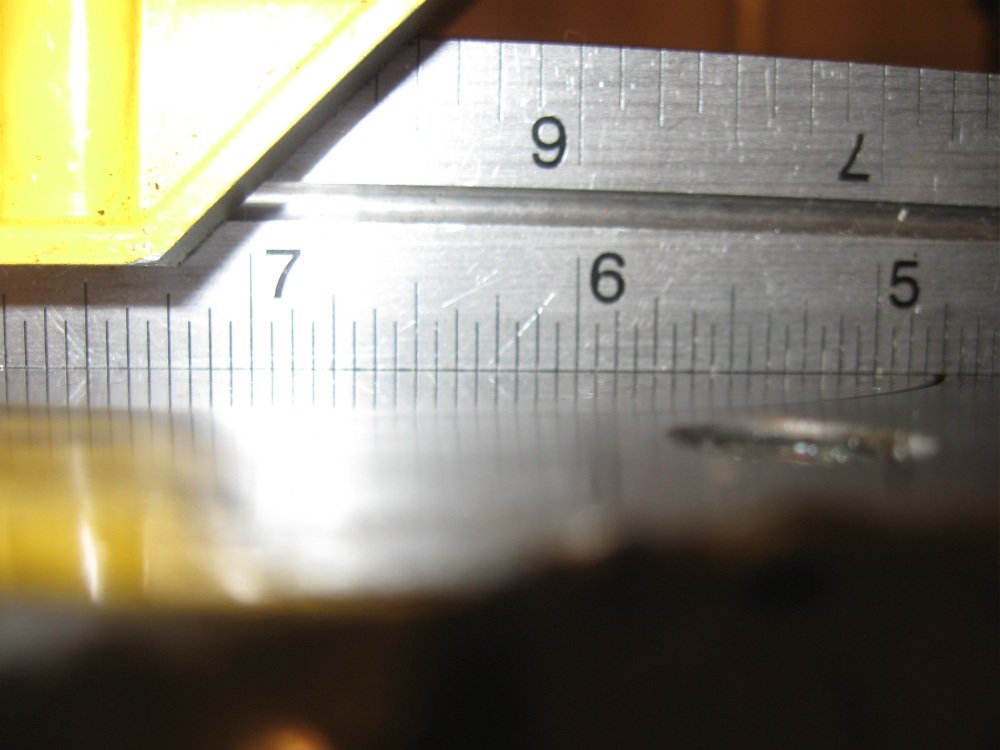
A re-check of my caliper.
|
|

Oh, and a view of the crank with the crank timing sprocket.
|

I'm making the bearing clearances a bit larger because this motor
will need to flow more oil to keep the oil temps down. It will
be a high rpm motor.
|
|

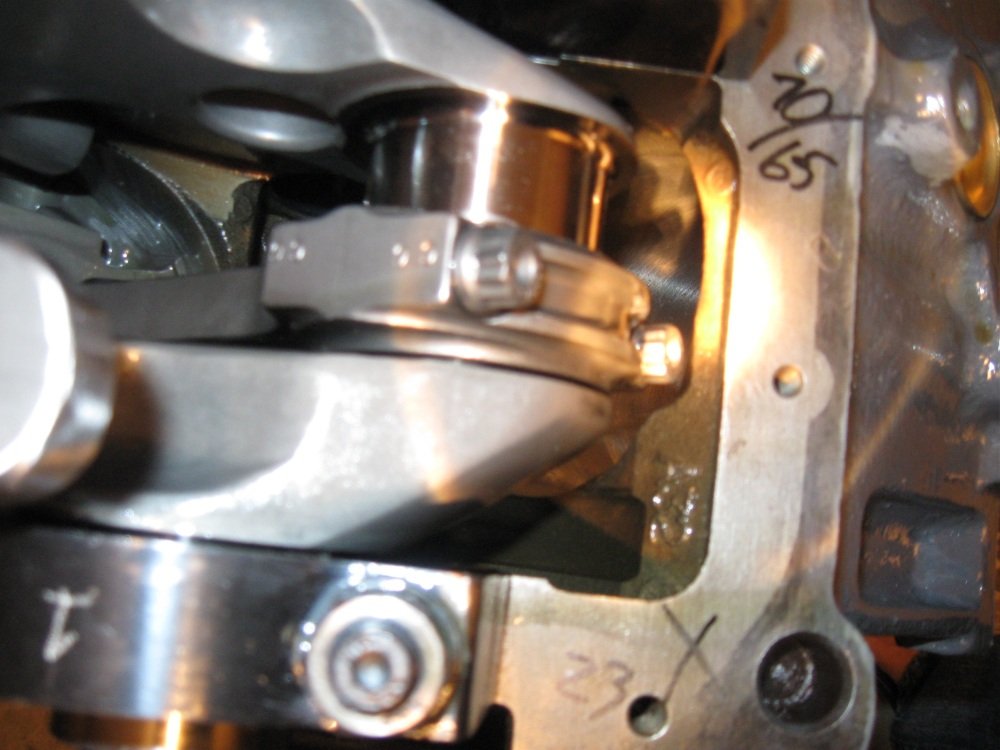
Here you can see the 3 Milodon main studs that substitute with the
ARP studs. These are to allow installation of the stock
windage tray.
|

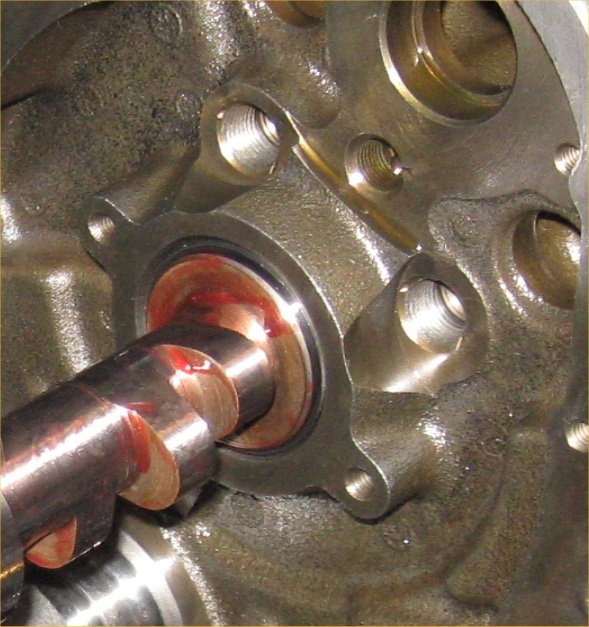
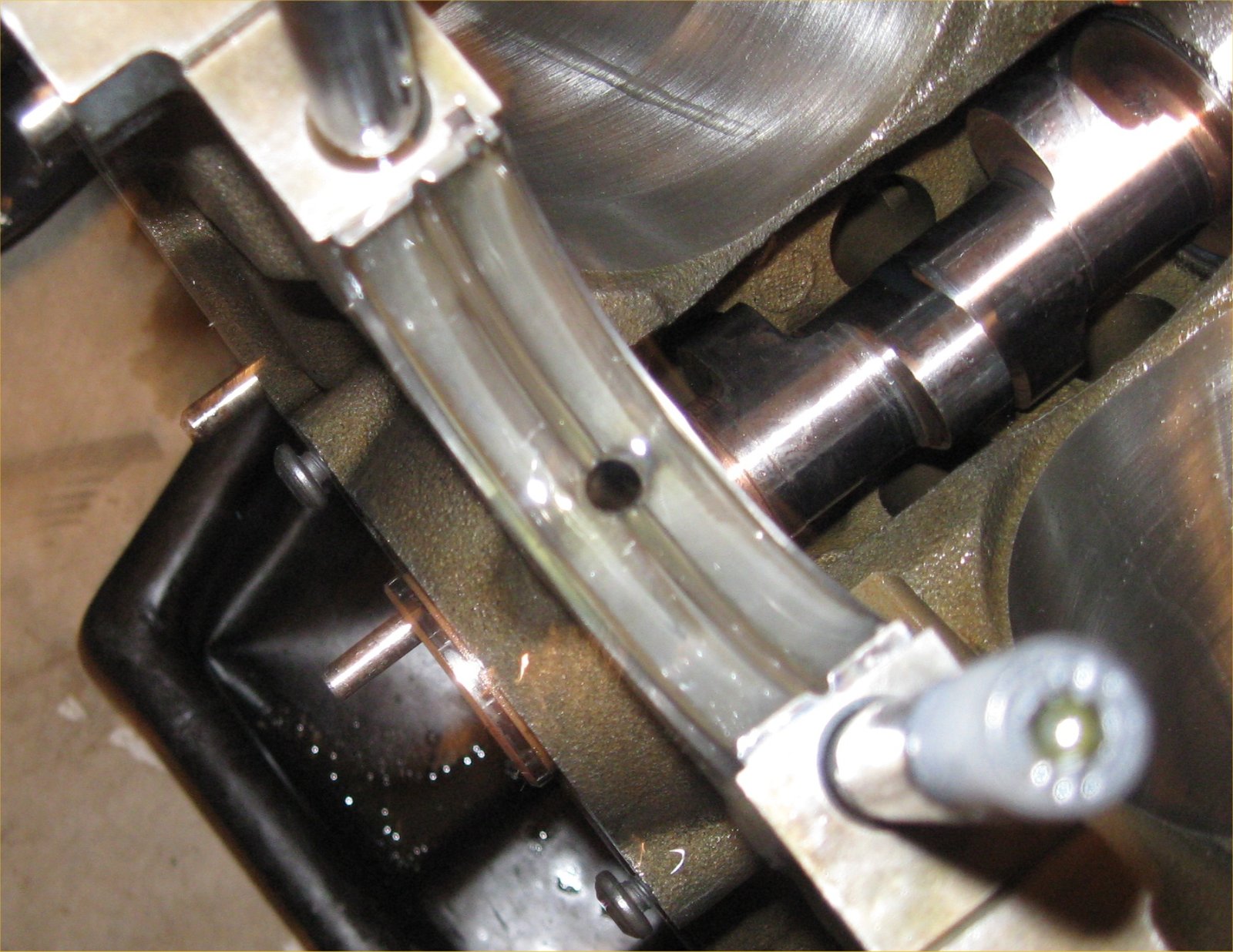
For some reason I cannot figure out why the crank seems to drag a
little when you spin it and when #1 main cap is torque. I took
the crank to the machine shop to measure for run-out and the crank
is NOT tweaked. (It is straight). The align hone was checked
recently and so now I have to stop here and figure it out.
|
|

There must be something messed up with the #1 main align hone.
The top bearing looks good and has no drag marks.
|

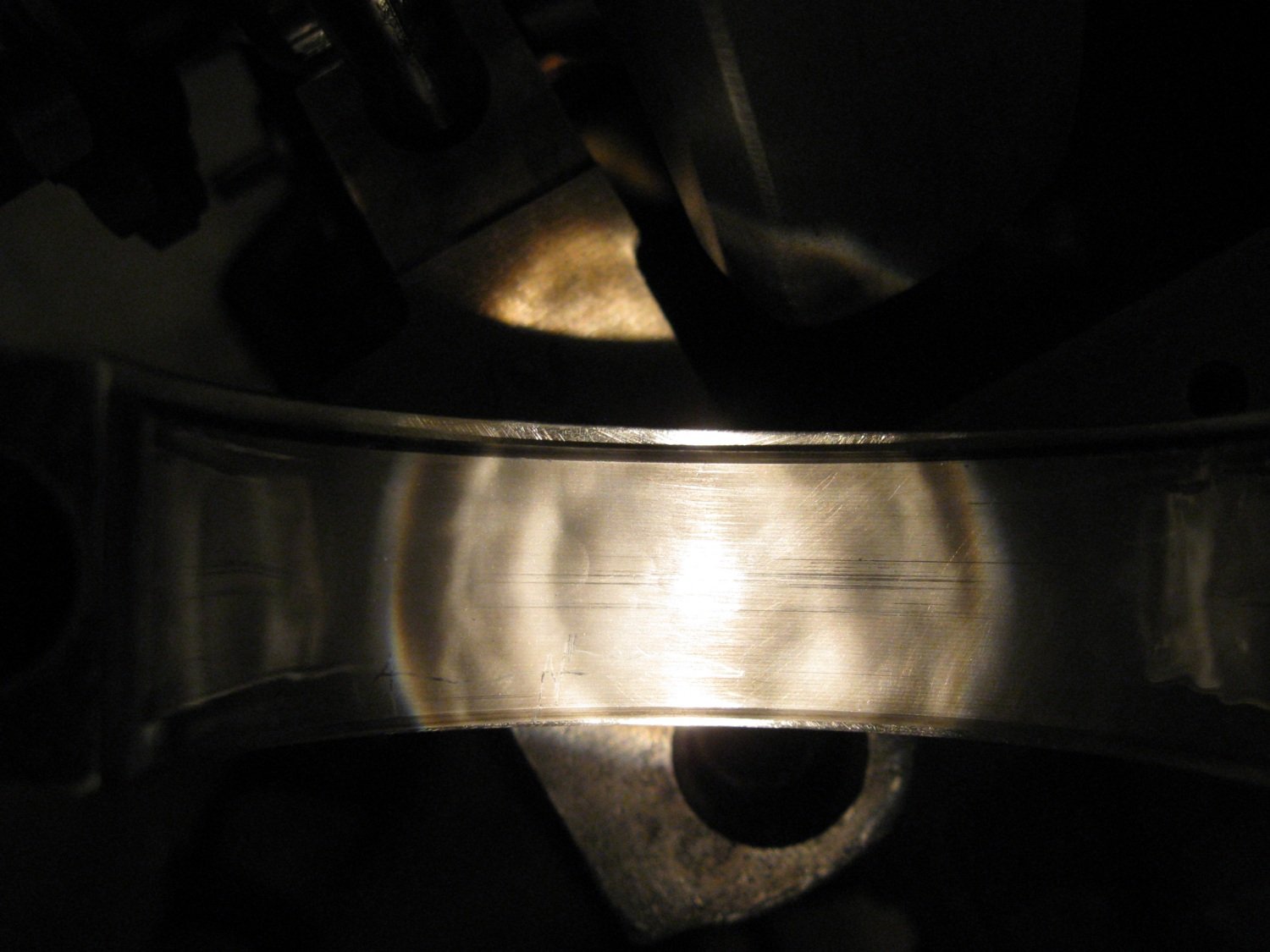
The bottom bearing has drag marks right in the center.
|
|

Easy to see marks where the crank drags. Next step will be to
take the block to the machine shop (a 3rd independent shop) and have
them look over the main align bore/hone.
|

So for something to do I wanted to double check that the Titan oil
pump I have is the right size for the Billet Fabrication oil
pan. I have a 7" deep pan and an 8" deep pan and the
7" deep pan is the one the customer and I decided to go with
due to needing more ground clearance on the Corvette.
|
|

The Titan gerotor pump comes with an ARP stud and 12pt nut for
mounting.
|

Torqued to 65 ft-lb.
|
|

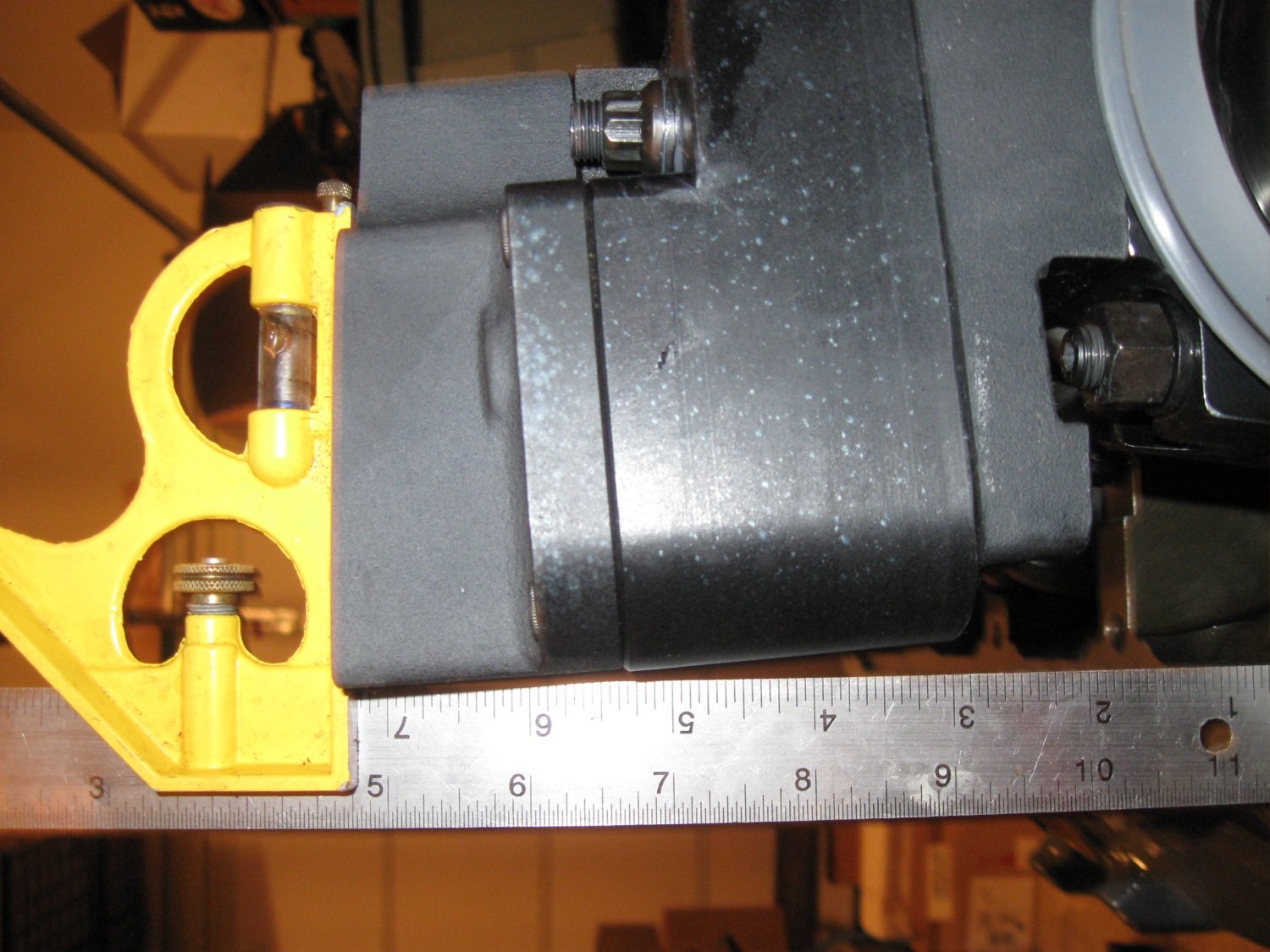
With oil pan gasket, 7" and some change. The pan is
7.0" and so this pump is too deep. Titan makes the pumps
to the customer spec and so I'll get a proper one ordered,
(6.75").
|

Well, I put the 8" deep pan on the block anyway just to look it
over.
|
|

Notice the area that a small starter would fit.
|

And here is the "Power" kick-out and the passenger side.
|
|

You might also notice the oil level sensor bung that I have
installed on all my oil pans.
|

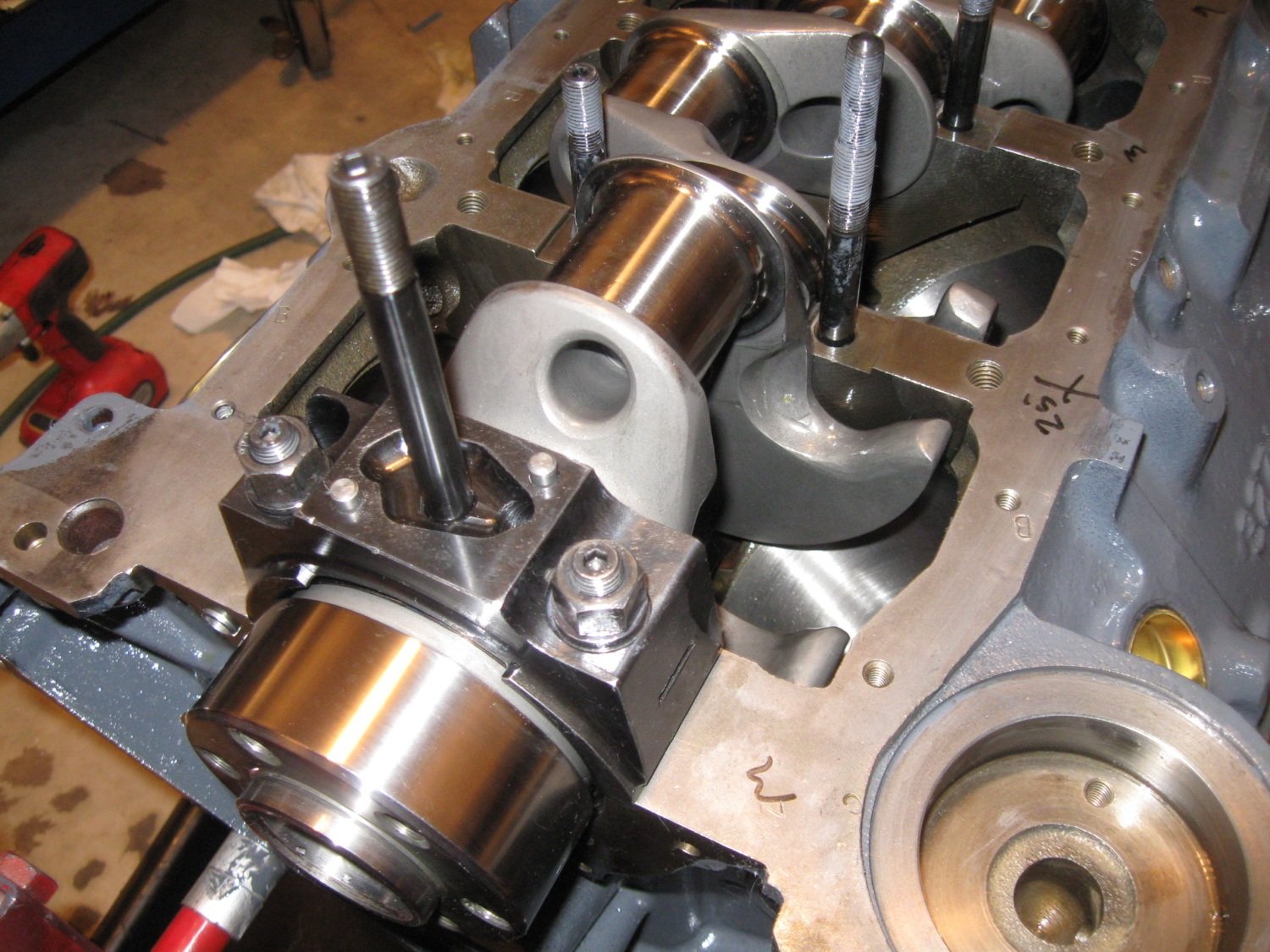
I double checked the crankshaft at #1 main journal and it is
round. So the crank is not the problem. I put the crank
into the only other block I have, (ERE-399).
|
|

Even though I forgot to take a photo of the crank installed, the
crank fit nicely at #1 main and it spun freely in this block.
|

Nice photos of the valve springs.
|
|

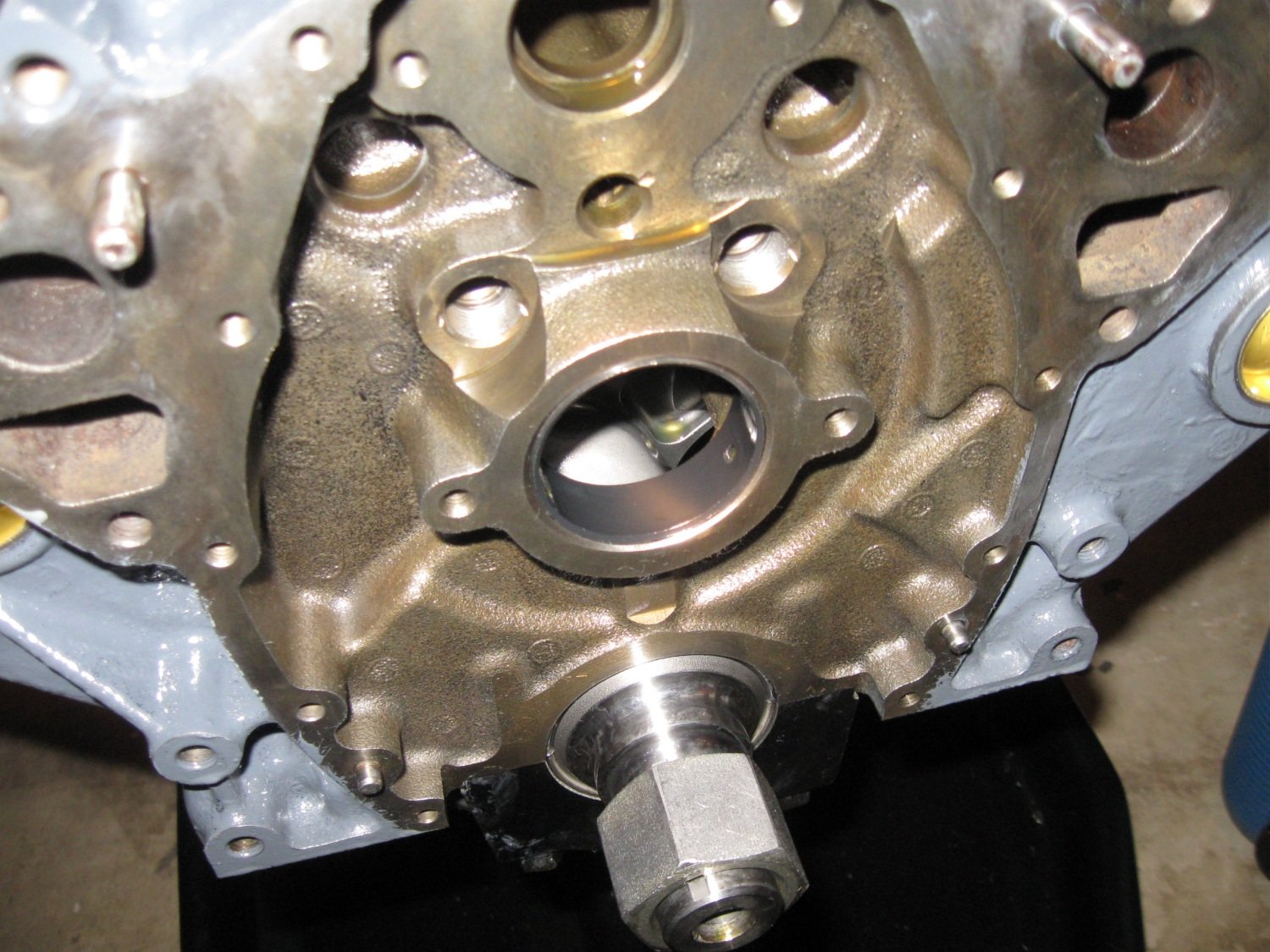
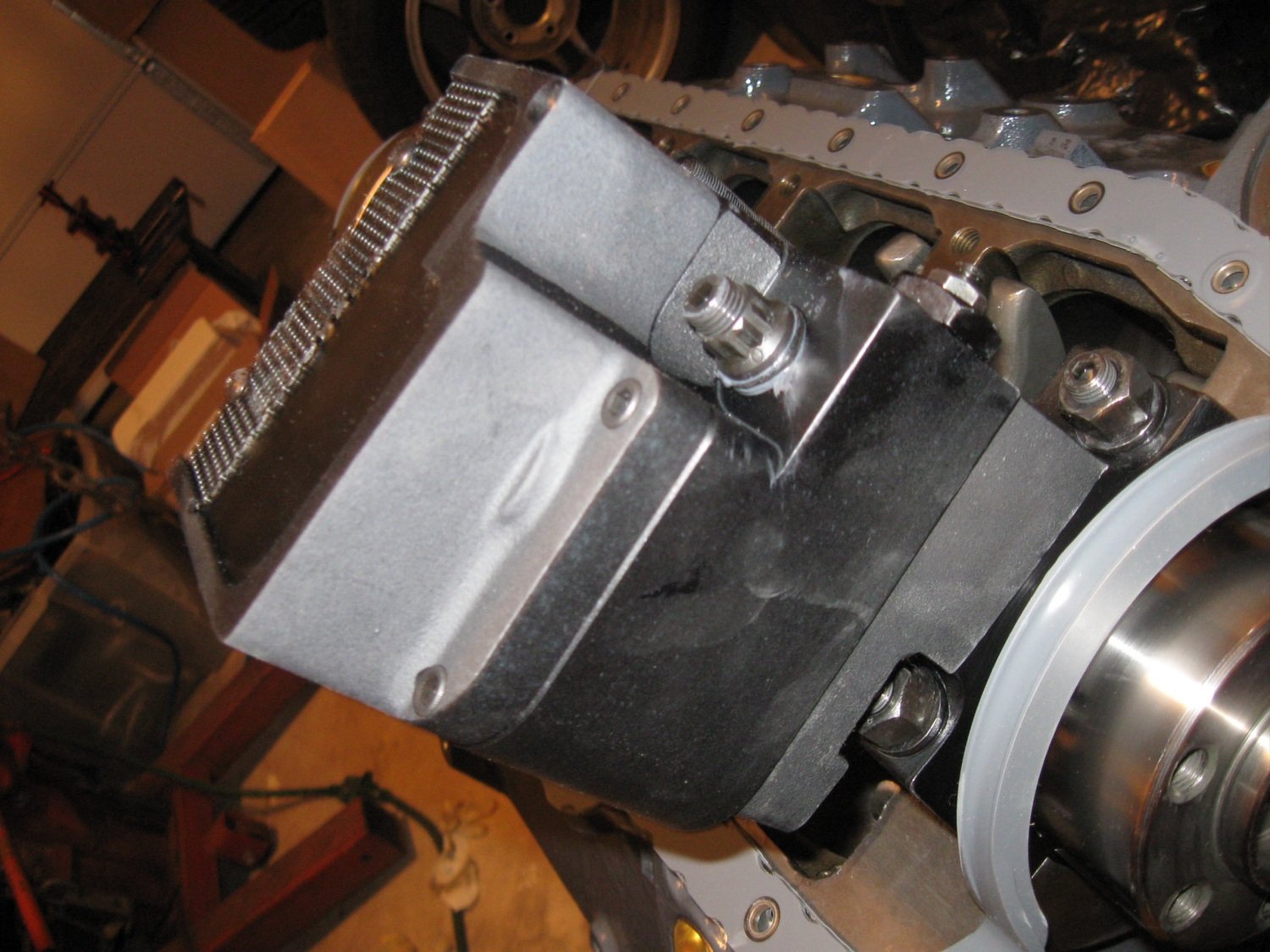
And here we have the gerotor oil pump.
|

The 8" deep Corvette pan on ERE399 block that is not for this
motor but it looks identical. This motor has a 7" pan
that is up on the shelf behind me.
|
|

Another photo of the AI ported manifold.
|

The BF pan steel ball trap door system.
|
|

Inside of the BF pan.
|

A peek at the steel balls.
|
|

Another peek.
|

Well, I was not able to get the previous block to align hone well
enough and so I ordered a brand new replacement from Golen.
This has ProGram main caps at all mains.
|
|

Fresh off the truck from Golen.
|

I'll need to buff up this block like the previous one and grind off
all the sharp edges and give it a good cleaning and paint job.
|
|

A view of the cylinders.
|

I made my dog, (Ben Franklin), pose for this photo.
|
|

Block cleaned and painted. Now coated cam bearings being
installed.
|

These are Durabond brand.
|
|

Steel ball installed.
|

Photo of the front cam bearing.
|
|

Since this is a "King" short block...all bearings are
premium and coated.
|

These are Clevite MS-909 HK-1
|
|

|

The .001 under bearings are a bit too tight.
(.015"). Time to order a standard size set.
|
|

|

While waiting for main bearings I'll continue with the cam
install. This is a sweet custom job from Ai, (high rpm is in
the design and also an LS1 firing order)
|
|

Cam installed with cam lube.
|

Rings at .022" and .025"
|
|

|

|
|

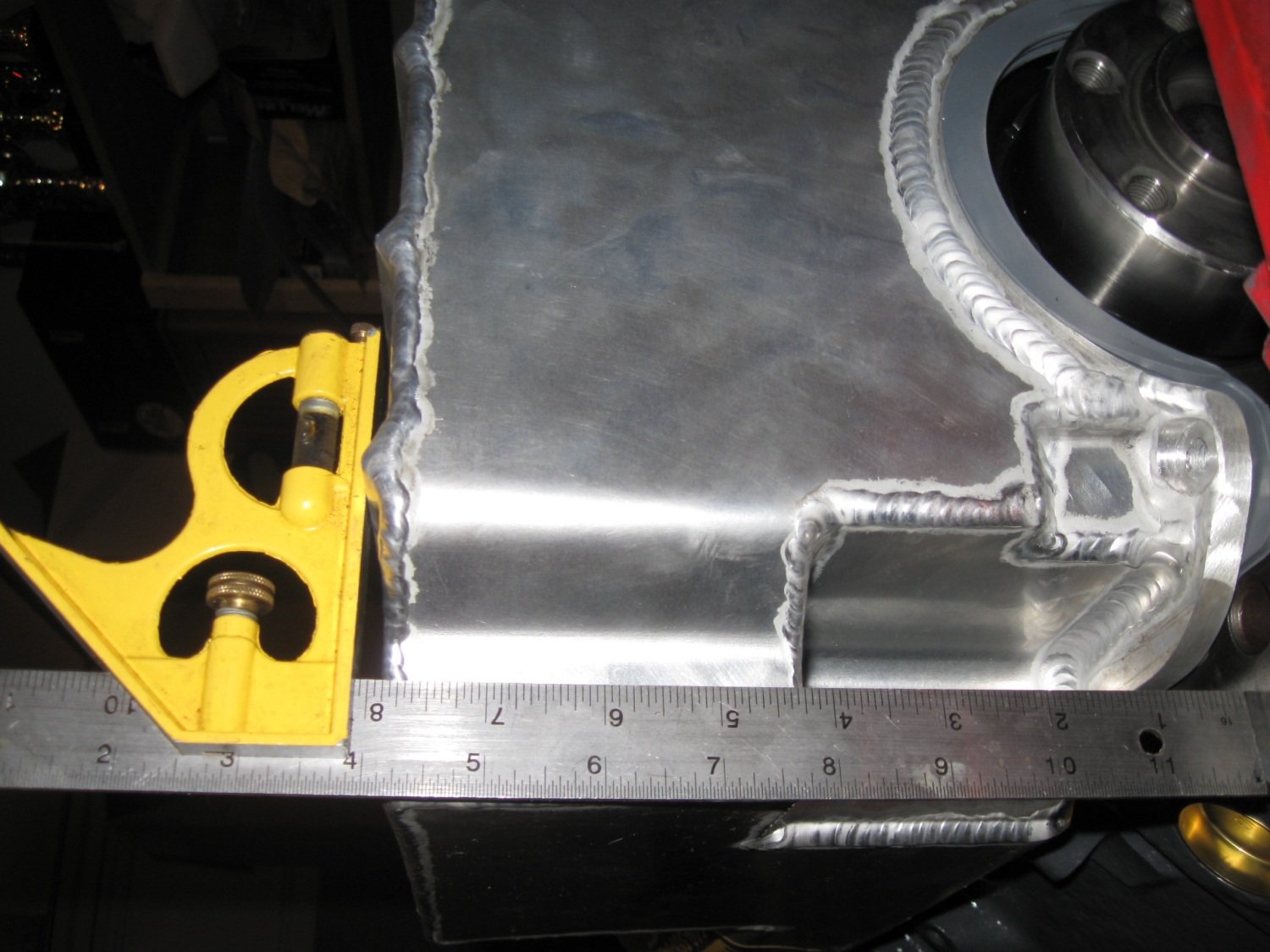
Billet Fabrication oil pan. You can almost see the steel ball
trap door tubes under the windage tray.
|

Side view of BF pan. My oil level switch bung at the front of
the sump...BF added a tell-tale in the middle of the sump....and the
back corner is the drain plug. This is a 7.0" deep pan
for a lowered Corvette.
|
|

Standard sized coated Clevites arrived. Now measuring main
bearing clearance. Thrust is .003" and that is just where I
want it.
|

The rest are .002" to .0025" and that is good.
|
|

Another photo of the crank prior to installation. Notice the
gun drilled main journals.
|

Feeler gauge at thrust bearing is .008"
|
|

All mains torque. The crank spins freely. End play with
the main cap torqued is .008"
|

High quality timing set with torrington thrust bearing.
|
|

Timing set at "0" and #1 piston is in so that I can degree
the cam. This is TDC and the piston is .005" out of the
hole.
|

Here we have the degree wheel at "0" top dead center.
|
|

Intake centerline comes in at 104.
|

Now I'm going to mock up one of the LT4 heads and the T&D shaft
rockers.
|
|

The valve springs are the best that money can buy. (so are the
retainers and locks).
|

|
|

T&D shaft rockers with roller tips.
|

Perfect fit.
|
|

Checking for pushrod length. Exhaust can use a 7.900" and
intake needs a 7.850"
|

Nice.
|
|

Hard to see in the photo but this is the front of the head where it
meets the block at the oil drain back. This Felpro gasket will
be trimmed here so that there is a clear path for oil return.
|

A dramatic view of how much lift is in this cam.
|
|

7.850" pushrods, (3/8" diameter)
|

|
|

Cylinder squeaky clean and oiled and ready for a piston.
|

All pistons in. All .005" out of the hole.
|
|

Rod bolt stretch to .0055"
|

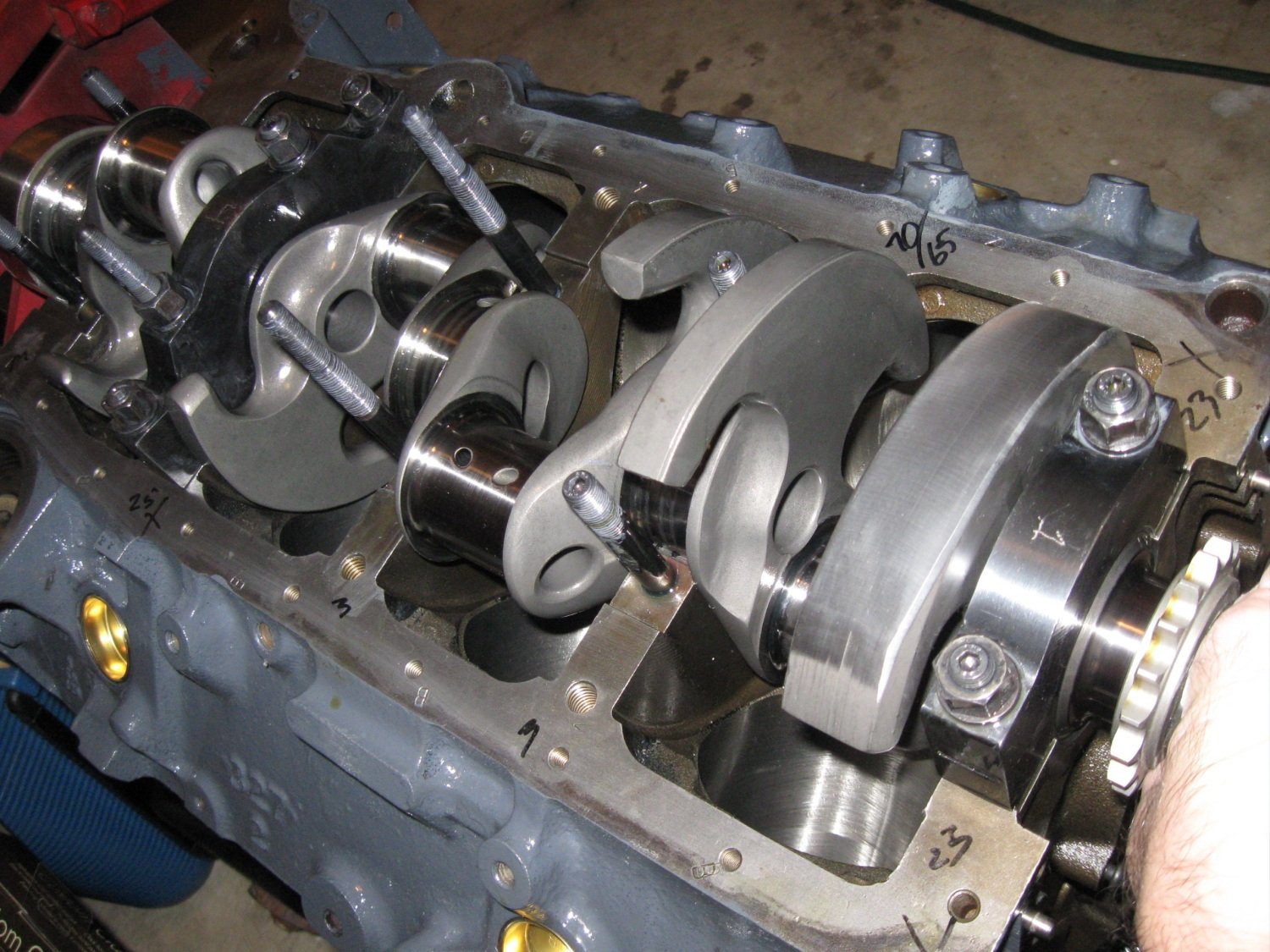
Beautiful bottom end.
|
|

Titan gerotor oil pump.
|

Billet pro version.
|
|

|

Replaced 6pt nut at #5 main cap with this 12pt nut so that the Titan
pump would fit.
|
|

Oil pan test fit. I'm waiting to find a '96 timing cover. GM
discontinued all LT1 timing covers.
|

|
|

|

Lash should be .020" hot and I'm setting it at .015" cold.
|
|

Tool steel oil pump drive shaft. I trim it to fit a
distributor gear.
|

LT4 intake manifold gaskets.
|
|

Black painted LT4 intake manifold, ported by Ai
|

Test fit of my dyno MSD distributor.
|
|

Waiting on timing cover.
|

|
|

|

|
|

|

|
|

5 quarts
|

|
|

Titan gerotor oil pump now 6.5"
|

The oil pan is 7.0"
|
|

|

Reconditioned timing cover. (discontinued by GM). It is
media blasted and powder coated. I had them leave the oil
seals in so that they can mask for the new seals.
|
|

I had to clearance a ton to compensate for the thick timing set.
|

These allen headed fastener seem to be the only way to get a wrench
on it.
|
|

Could not find a long allen wrench and so I ground down on this
socket.
|

A super long allen wrench would be nice...but this works.
|
|

Photo of the cam numbers for our records...prior to installing the
rear cam plug.
|

Motor is mostly ready for the dyno. The damper is not pressed
on yet.
|
|

On the shipping stand. Going to the dyno
soon.
|

Oil pan and oil pump change. Going to a 7.5" deep
pan. The Titan pump returned to Titan and received a pickup
change to fit this pan.
|
|

Such a good looking and high quality pan. I love it!
|

...view from the rear.
|
|

|

|
|

What is that hole in the opti-delete cover?
|

A magnet and pickup set up to provide a cam signal to FAST XFI
|
|

|

|
|

|

|
|

|

We might try to get this reluctor wheel machined to fit on the back
side of the ATI hub.
|
|

It needs to fit on that lip and then be bolted in gently from the
rear.
|

|
|

Notice the fitting for an external oil dip stick tube.
|

This is the oil level at 5 quarts as seen through the
tell-tale. Looks like 2 more quarts are needed to reach the
top of this tell-tale. (I did not fill it to the top because
this is fresh oil to use for testing the oil pump).
|
|

I filled the oil dip stick bung with a temp sender (for the dyno).
|

I installed a sight glass in place of the oil level
sensor. Conveniently the 5 quart level is right in the middle
of this sight glass.
|
|

Dyno only LT1 carb manifold installed and oil pressure test
being performed. (55 psig). The oil pump is a Titan gerotor.
|

Good looking T&D shaft rockers.
|
|

I had to order new LT4 intake manifold gaskets to fit the LT4
heads.
|

Ready for the dyno after custom fitting the oil pump drive shaft
to the distributor. Distributor for dyno only. I'll be
using a borrowed Holley 750 cfm carb.
|